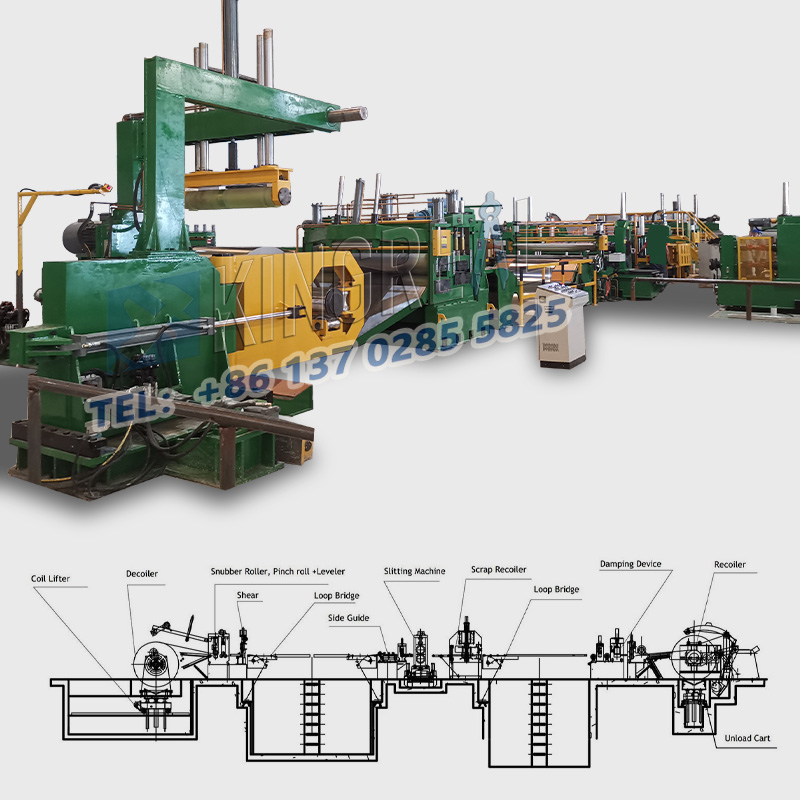
(I) KalibrasiPotongan Panjang Gauge BeratKomponen inti
Feed Roller Precision:
Periksa paralelisme permukaan roller secara teratur, kesalahan harus dikontrol dalam ≤0.05mm/m, dan gunakan pengukur feeler untuk mengukur celah antara permukaan rol dan permukaan pelat. Jika keausan melebihi 0,1mm, itu perlu ditumbuk atau diganti; Gunakan interferometer laser untuk mengkalibrasi encoder motor servo, dan akurasi penentuan posisi umpan harus ≤+0,1mm selama pemotongan kecepatan tinggi.
Kalibrasi Blade Scissor:
Paralelisme bilah atas dan bawah perlu dipertahankan pada 0,02-0,05mm, yang dapat dideteksi dengan pengukur feeler dan indikator dial: celah antara bilah disesuaikan sesuai dengan ketebalan pelat, misalnya, celah antara lempengan tipis (≤2mm) adalah 0,01-0,03mm, dan gap di antara lempeng-lempeng-lempeng-lempengan 0,6 mm.
Kesalahan vertikalitas blade adalah ≤0.03mm/100mm. Jika melebihi toleransi, vertikalitas pemegang alat perlu disesuaikan oleh shim.
(Ii) Pemeliharaan harian pemotongan pengukur berat hingga mesin panjang
Sistem Pelumasan untuk Garis Panjang Pengukur Berat: Periksa level oli gearbox setiap minggu, kontrol suhu oli sistem tekanan gelombang pada 40-60 ℃, dan oleskan cairan pemotongan khusus dengan viskositas 32-46cst ke rel pemandu setiap hari.
Sistem Listrik untuk Mesin Potongan Panjang Pengukur Berat: Bersihkan enkoder, penguasa kisi dan sensor lainnya dengan alkohol setiap kuartal, dan ganti sikat karbon motor ketika dikenakan lebih dari 1/3; Bagian pengikat: Secara teratur periksa kembali TOrque dari pemegang pahat dan mekanisme makan, misalnya, torsi baut M12 perlu dipertahankan pada 80-100N · m.

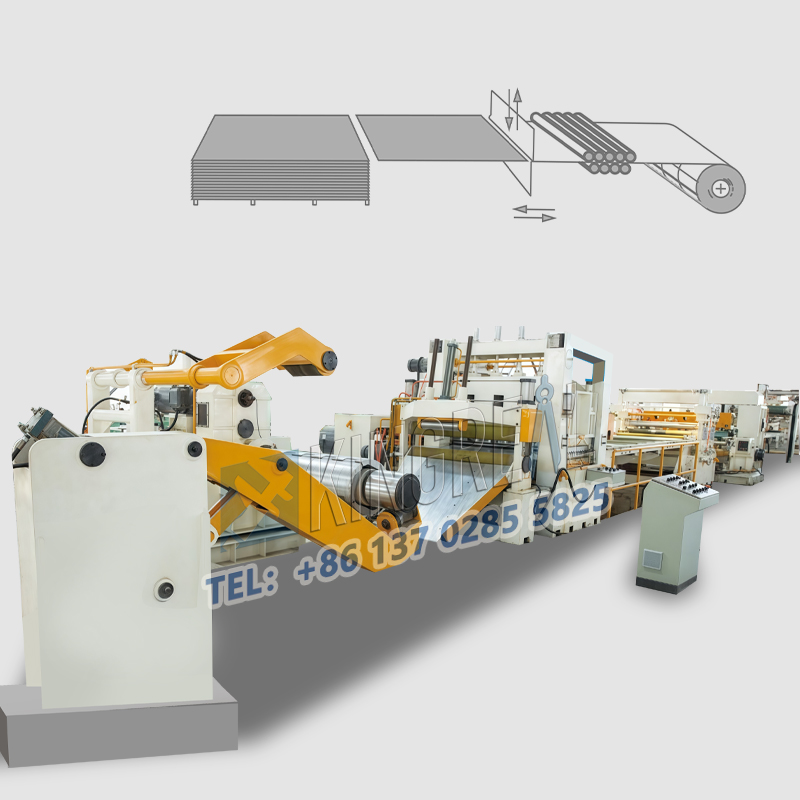
(I) Pencocokan kecepatan pemotongan dan kecepatan makan
Kecepatan pelat bahan dan ketebalan yang berbeda perlu disesuaikan sesuai: pelat baja yang digulung dingin (0,5-3mm) kecepatan pemotongan 30-80m/menit, kecepatan makan 25-70m/menit, sistem pendingin perlu dihidupkan selama pemotongan kecepatan tinggi; Pelat stainless steel (1-5mm) kecepatan pemotongan 15-40m/menit, kecepatan makan 10-35m/menit, dan bilah perlu dilapisi dengan lapisan timah; Pelat Paduan Aluminium (0,8-4mm) Kecepatan Pemotongan 40-100m/Min, Kecepatan Makanan 35-90m/Min, Pelumasan Cairan Pemotongan Semprot digunakan.
(Ii) Sudut pisau dan penetapan gantungan gaya blade: Sudut geser (sudut pisau atas dan bawah) disesuaikan sesuai dengan karakteristik pelat, 5-8 "untuk pelat tipis, 8-12" untuk pelat sedang dan tebal, 12-15 "untuk peraturan yang keras, dan sudut punggung yang harus diatur, dan sudut punggung yang harus diatur pada 3-5. Disesuaikan sesuai dengan ketebalan pelat, 2-3KN untuk pelat 1mm, 2-3kn untuk pelat 3mm 5-7kN, pemantauan waktu nyata melalui sensor tekanan, tekanan yang tidak cukup dapat dengan mudah menyebabkan warping pelat.

(I) Standar penerimaan untuk kumparan/piring
Kerataan: Bending sisi pelat baja ≤1mm/m, gelombang ≤3mm/2m, out-of-toleransi perlu diratakan sebelum memotong:
Penyimpangan kekerasan: Perbedaan kekerasan pelat dalam batch yang sama ≤15hb, inspeksi acak dengan penguji kekerasan rockwell, kekerasan yang tidak merata akan menyebabkan keausan blade yang tidak konsisten.
(Ii) Pretreatment kosong
Pembersihan permukaan: Lepaskan noda oli dan skala oksida (dapat dibersihkan dengan aseton atau dipoles secara mekanis), pengotor residu akan memperburuk keausan blade; Koil tegangan pelepasan: Sesuaikan menurut ketebalan, tegangan pelat 0,5mm 50-80N/mm, pelat 2mm 150-200N/mm, tegangan yang tidak memadai dapat dengan mudah menyebabkan selip pakan.

(I) poin pelatihan pra-pekerjaan untukPotongan Panjang Gauge Berat
Praktek Pengaturan Parameter: Belajar untuk memahami aturan pencocokan "tekanan-cepat" dari berbagai bahan yang berbeda, misalnya, saat memotong baja tahan karat 3mm, celah blade 0,05mm, penekan gaya 6kn; Belajar menggunakan sistem pengaturan alat otomatis seperti instrumen pengaturan alat laser, akurasi pengaturan alat ≤0.02mm.
Kemampuan penilaian abnormal untuk mesin pengukur tebal yang dipotong ke mesin panjang: Hentikan pemotongan pengukur berat ke garis panjang segera untuk memeriksa tepi blade saat mendengar kebisingan abnormal seperti tabrakan blade; Ketika duri di permukaan potong melebihi 0,1mm, menilai apakah itu keausan pisau atau celah yang terlalu besar.
(ii) Standardisasi proses operasi untuk mesin potong pengukur berat hingga panjang
Pemanasan awal start-up: Jalankan kosong selama 10-15 menit untuk membuat fluktuasi suhu dari sistem layanan yang sama ≤2 ℃ dan mencapai stabilitas termal;
Potongan Tiga Pertama Inspeksi: Setelah memotong bagian pertama, gunakan caliper vernier dengan akurasi 0,02mm untuk mengukur ukuran, indikator dial untuk mendeteksi kerataan, dan memeriksa gerinda secara visual.

(i) Deteksi online berartiPotongan Panjang Gauge Berat
Sensor fotoelektrik memantau panjang makan secara real time, dan secara otomatis alarm ketika penyimpangan melebihi ± 0,3mm: termometer inframerah memantau suhu blade, dan mulai pendingin air atau pendingin udara pendingin paksa ketika melebihi 120 ℃ c.
(ii) Standar pengambilan sampel offline untuk mesin potong pengukur berat ke mesin panjang
Ukuran panjang: Kesalahan yang diijinkan ketika ≤1000mm ± 0,5mm, gunakan caliper vernier untuk secara acak memeriksa 1 bagian untuk setiap 50 buah; Deviasi Diagonal: Pelat 1000mmx1000mm yang diijinkan deviasi ≤1mm, gunakan pita baja dengan penguasa persegi untuk secara acak memeriksa 5% dari setiap batch: tinggi duri: pelat tipis ≤0,05mm, gunakan mikroskop (perbesaran setiap jam) untuk memeriksa peraturan pertama dan terakhir.
(Iii) Solusi untuk Masalah Kualitas Umum untuk Garis Panjang Pengukur Berat
Ukuran Toleransi: Jika rol umpan tergelincir, sesuaikan ketegangan atau ganti rol yang aus; Jika encoder motor servo gagal, gunakan osiloskop untuk mendeteksi sinyal pulsa dan ganti bagian yang rusak.
Cutting Surface Burr melebihi standar: Ketika jari-jari tepi blade> 0,03mm, ia perlu digambarkan kembali menjadi ≤0.01mm; Siapkan celah blade dengan nilai standar.

Suhu dan kelembaban lokakarya: Suhu dikendalikan pada 15-30 ℃, kelembaban ≤60% RH, hindari karat piring karena lingkungan yang lembab;
Tindakan anti-seismik: menuangkan beton dengan ketebalan ≥300mm untuk pondasi peralatan, jauh dari sumber getaran seperti penekan punch (akselerasi getaran ≤0.5g); Safety Interlock: Waktu respons tombol berhenti darurat ≤0,5 detik,mesin pengukur berat hingga mesin panjangSecara otomatis mematikan saat perlindungan dihidupkan.