Tahun ini, slitter baja kingreal berhasil mengirimkanMesin celah kumparan aluminiumBagi Rusia, dan kerja sama dengan pelanggan lokal telah diperdalam lagi. Artikel ini akan memberi Anda pengantar terperinci untuk seluruh proses pengiriman garis celah koil aluminium kumparan koil, memastikan bahwa Anda memiliki pemahaman yang lebih jelas tentang produksi dan transportasi mesin celah kumparan aluminium.

Sebelum pengiriman,Mesin celah kumparan aluminiumakan menjalani proses pengujian yang ketat untuk memastikan bahwa kinerja dan kualitas lini celah kumparan aluminium memenuhi persyaratan produksi pelanggan Rusia. Pertama -tama, setiap komponen mesin celah kumparan aluminium perlu diperiksa sepenuhnya untuk memastikan bahwa kondisi permukaannya baik dan bahwa komponen dapat dirakit dengan lancar menjadi lini produksi lengkap. Dalam proses ini, perhatian khusus diberikan pada aspek -aspek berikut:
⚪ Uji Kecepatan Produksi: Garis celah koil aluminium harus mencapai kecepatan produksi maksimum 230m/menit disepakati dengan pelanggan Rusia.
⚪ Uji Kapasitas Celah: Konfirmasikan bahwa mesin celah kumparan aluminium dapat memotong 40 strip sempit secara bersamaan, dan kualitas setiap strip memenuhi standar.
⚪ Akurasi pemotongan: Strip sempit yang dipotong harus bebas burr dan mempertahankan konsistensi secara lebar untuk memastikan akurasi tinggi.
Hanya setelah semua indikator di atas dipenuhi, garis celah kumparan aluminium akan dievaluasi sebagai mesin celah kumparan aluminium yang memenuhi syarat, dan setelah mendapatkan izin dari pelanggan Rusia, pengiriman akan dikonfirmasi.
Parameter garis celah kumparan aluminium
Parameter
Spesifikasi
Spesifikasi material
Jenis material
Terutama kumparan aluminium dari berbagai paduan (seperti AA1050, AA3003, AA5052)
Ketebalan material
Biasanya antara 0,1 mm dan 4,0 mm
Lebar gulung
Biasanya antara 100 mm dan 2000 mm
Parameter celah
Jumlah bilah celah
Menentukan berapa banyak bilah yang digunakan untuk memotong pada saat yang sama
Lebar strip minimum
Lebar strip terkecil yang dapat diproduksi, biasanya 10 mm atau kurang
Toleransi lebar
Keakuratan dengan lebar strip dipertahankan secara seragam di sepanjang panjang gulungan, biasanya antara ± 0,1 mm dan ± 0,5 mm
Kecepatan dan kapasitas garis
Kecepatan garis
Kecepatan operasi hingga 230 m/menit
Berat gulungan maksimum
Berat gulungan maksimum yang dapat ditangani, biasanya hingga 20 ton
Diameter luar gulungan maksimum
Diameter gulungan maksimum yang dapat ditangani, biasanya hingga 2000 mm
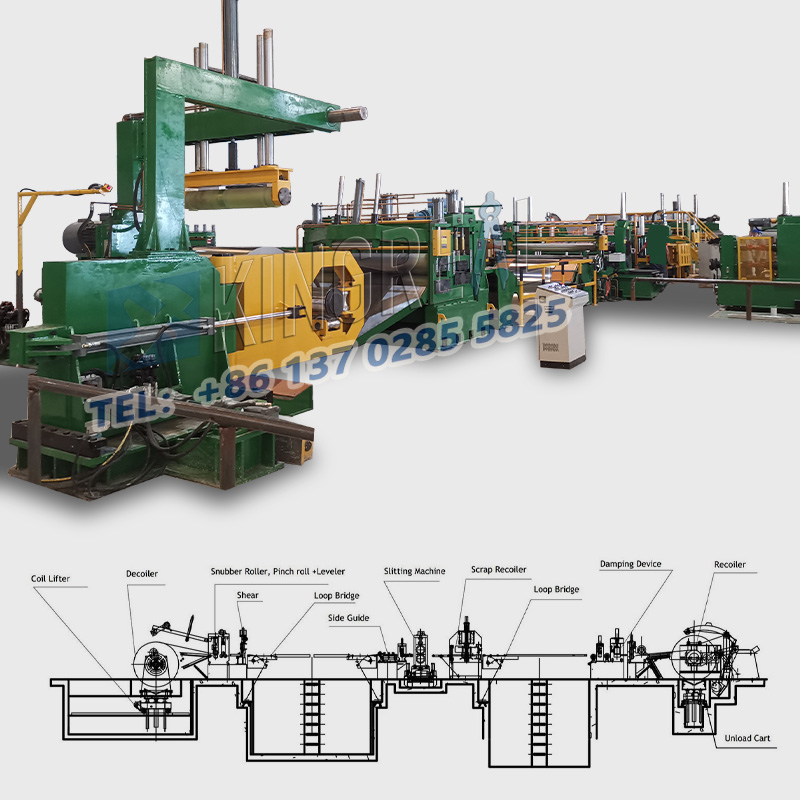
Fsistem eeding dan lepas
Peralatan rol
digunakan untuk memuat dan membongkar gulungan ke garis celah
Deciloiler
Digunakan untuk melepas gulungan, biasanya dengan opsi hidrolik atau listrik
Sistem Kontrol Sirkulasi
yang mempertahankan ketegangan dan aliran material yang tepat selama operasi
Sistem belah dan pemulihan kembali
Kepala menggorok
Dilengkapi dengan pisau celah presisi atau gunting berputar untuk pemotongan yang bersih dan akurat
Mekanisme pemisah
Digunakan untuk memisahkan dan memandu strip individual setelah menggorok
Mundur
Digunakan untuk menggulung strip celah kembali ke gulungan ukuran yang ditentukan untuk mempertahankan toleransi yang ketat
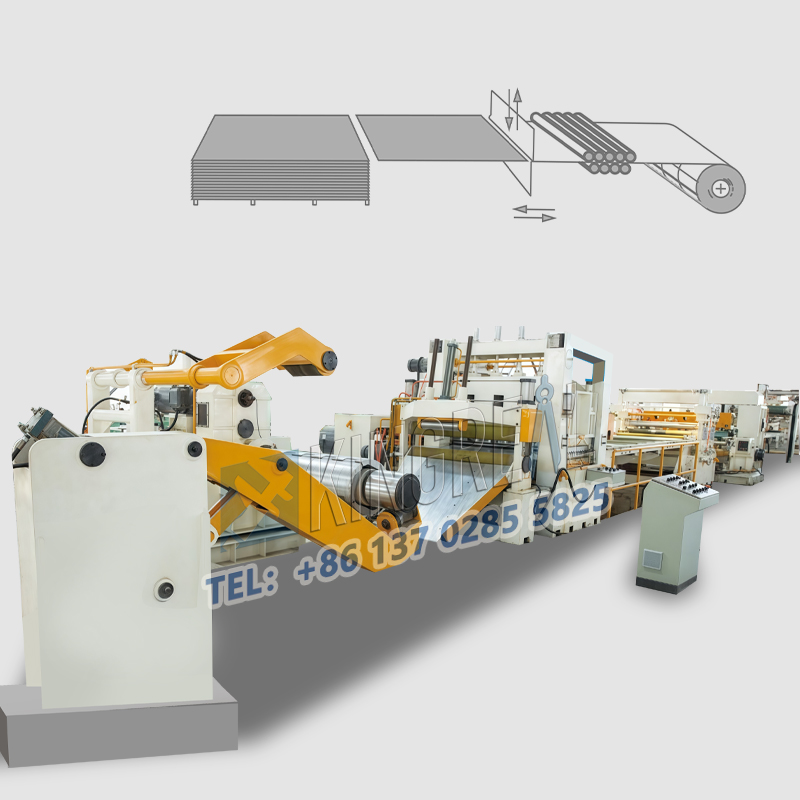
Pada hari ituGaris celah kumparan aluminiumDikirim, staf slitter baja Kingreal dengan hati -hati mengemas berbagai komponen mesin celah kumparan aluminium di bengkel. Termasuk tetapi tidak terbatas pada komponen penting berikut:
√decoiler
Stasiun √tension
√ loop front
√back loop
Koleksi √waste
√ slitter koil masi
Selama proses pengemasan, staf slitter baja Kingreal juga memilah -milah aksesori garis celah kumparan aluminium, seperti bilah, kacang hidrolik, gasket, dan spacer, dan memasukkannya ke dalam kotak khusus. Untuk memastikan keselamatan selama transportasi, staf slitter baja Kingreal menggunakan crane dan forklift untuk menempatkan bagian mesin celah kumparan aluminium yang dikemas satu per satu di truk, dan orang yang berdedikasi membundel mereka untuk mencegah tabrakan di antara bagian -bagian.
 |
 |
 |
Setelah pemuatan selesai, staf slitter baja kingreal akan mengambil inventaris akhir dengan daftar untuk mengkonfirmasi bahwa semua bagian dan aksesori dariMesin celah kumparan aluminiumtelah dikemas dengan benar. Setelah inventaris selesai, staf Kingreal Steel Slitter juga akan mengambil foto untuk direkam untuk inspeksi berikutnya. Setelah mengkonfirmasi situasi pemuatan dengan pengemudi, pengiriman garis celah kumparan aluminium secara resmi dimulai dan kendaraan berkendara ke dermaga.
Mesin celah kumparan aluminium ini akan dikirim ke pabrik pelanggan Rusia dengan kapal. Selama proses transportasi, slitter baja Kingreal memastikan bahwa semua hubungan transportasi memenuhi standar untuk mencegah masalah dalam transportasi jarak jauh. Sementara garis celah kumparan aluminium berlayar di laut, staf slitter baja Kingreal akan terus memperhatikan status transportasi untuk memastikan bahwa mesin celah kumparan aluminium dapat tiba dengan aman di tujuan.