Mesin menggorok logamdigunakan untuk memproduksi strip sempit yang memenuhi kebutuhan pelanggan dari gulungan logam seperti baja tahan karat, baja, aluminium, tembaga, canai panas, canai dingin, dan PPGI melalui proses seperti uncoiling, slitting, dan recoiling. Garis menggorok logam ini banyak diterapkan di bidang pengolahan logam. Sebagai penghubung utama dalam pemrosesan halus kumparan logam, mesin penggorok logam menghubungkan bahan mentah dengan produksi produk jadi hilir. Diantaranya, permintaan akan jalur pemotongan logam di bidang-bidang seperti suku cadang otomotif, cangkang peralatan rumah tangga, dan manufaktur pipa sangat kuat.
Oleh karena itu, memahami garis pemotongan logam dan proses pemotongan dapat membantu perusahaan mengoptimalkan prosedur produksi, mengurangi limbah material, meningkatkan keakuratan produk, dan meletakkan dasar untuk produksi efisien berikutnya. Pada artikel ini, KINGREAL STEEL SLITTER akan memperkenalkan pengetahuan utama tentang mesin penggorengan logam dan proses penggorengan dari lima tip untuk semua orang.

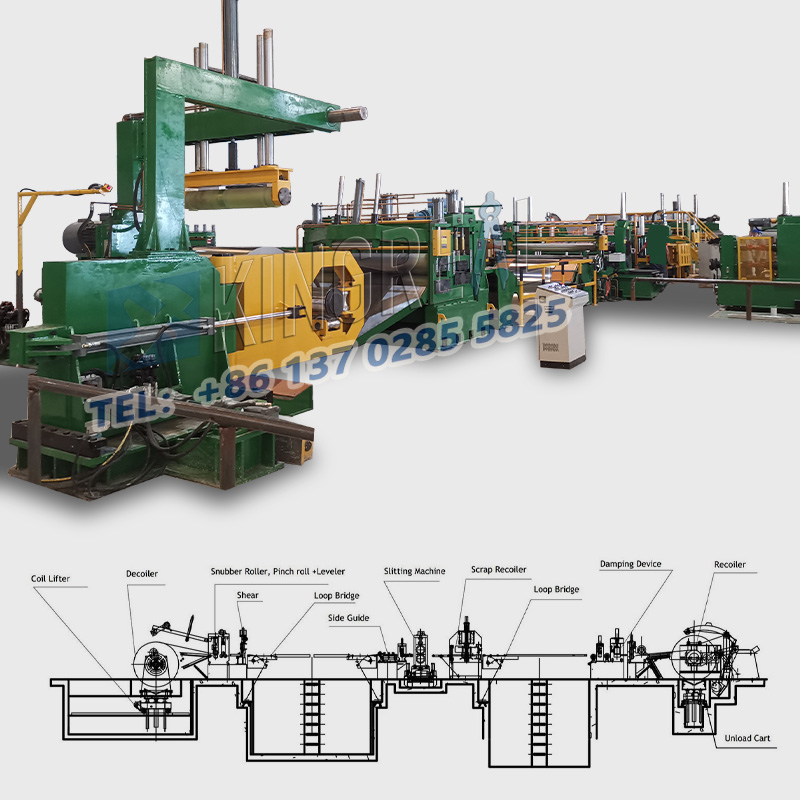
- Unit uncoiling untuk garis menggorok logam
Decoiler digunakan untuk melepaskan kumparan logam secara stabil seperti strip baja dan strip aluminium, mencegah kumparan menyimpang atau tegangannya tidak merata. Umumnya decoiler yang dilengkapi dengan mesin penggorok logam dilengkapi dengan poros penyangga kumparan dan sistem pengatur tegangan. Beberapa mesin penggorok logam juga dilengkapi dengan perangkat pemusatan otomatis untuk beradaptasi dengan gulungan logam dengan lebar/ketebalan berbeda.
- Unit pemandu & perata untuk garis menggorok logam
Melengkapigaris menggorok logamdengan Guiding & Leveling Unit bertujuan untuk memperbaiki pembengkokan dan kerutan pada kumparan selama pengangkutan, memastikan kumparan memasuki tahap pemotongan memanjang dalam keadaan datar dan mengurangi kesalahan pemotongan selanjutnya. Selain itu, efek perataan akan secara langsung mempengaruhi kerataan papan slitting akhir, menghindari tepi tajam yang disebabkan oleh ketidakrataan kumparan.
- Slitter untuk garis menggorok logam
Mesin penggorok logam memotong gulungan logam lebar menjadi potongan-potongan sempit sesuai dengan ukuran yang telah ditentukan melalui beberapa set pisau penggorok. Diantaranya, akurasi penyesuaian jarak kelompok pisau pada mesin penggorok logam biasanya ±0,1 mm. Bahan bilah akan dipilih oleh para insinyur KINGREAL STEEL SLITTER sesuai dengan sifat bahan pemrosesan pelanggan, seperti baja berkecepatan tinggi, paduan keras, Kompatibel dengan logam dengan kekerasan berbeda.
- Unit penggulung untuk mesin penggorok logam
Potongan logam sempit setelah digorok digulung dengan rapi menjadi gulungan untuk memudahkan penyimpanan selanjutnya, transportasi atau masuk langsung ke prosedur pemrosesan berikutnya (seperti stamping, bending). Ketegangan belitan harus disesuaikan dengan kecepatan potong untuk mencegah strip meregang dan berubah bentuk atau kendor selama penggulungan, untuk memastikan kekencangan bahan gulungan yang sudah jadi.
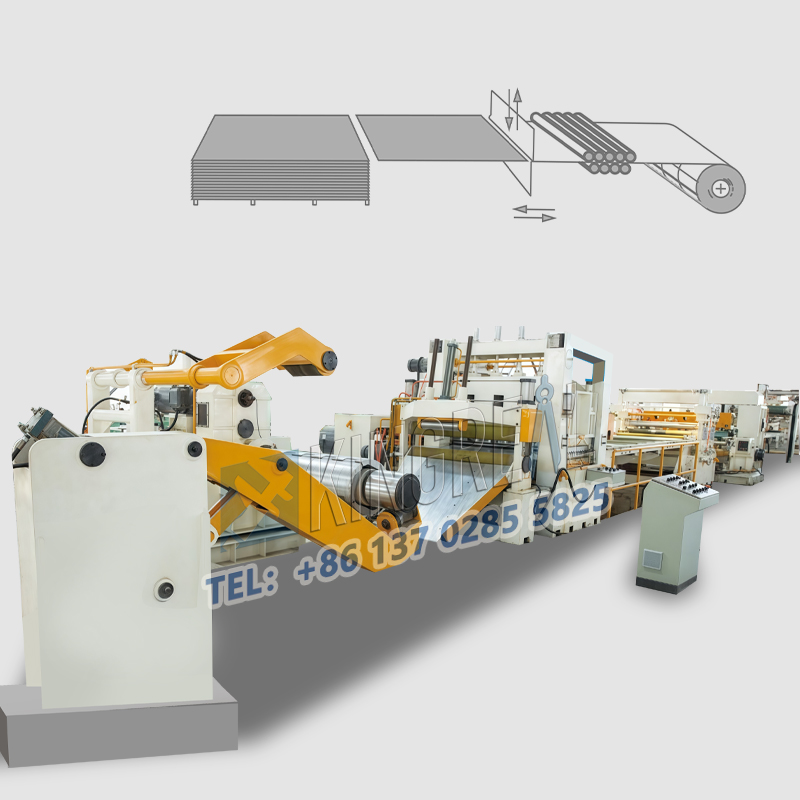
Langkah 1: Inspeksi kumparan dan pengaturan parameter untuk garis penggorengan logam
Uji material (seperti baja karbon, baja tahan karat, paduan aluminium, baja silikon, dll.), ketebalan (0,2-16mm), dan lebar kumparan logam, dan cocokkan dengan parameter yang sesuai darigaris menggorok logam. Masukkan parameter utama seperti lebar celah, kecepatan belitan, dan nilai tegangan ke dalam sistem kontrol peralatan.
Langkah 2: Buka gulungan dan ratakan garis penggorengan logam
Mulai decoiler untuk melepaskan material koil, sejajarkan melalui mekanisme pemandu, dan kemudian hilangkan tegangan internal material koil melalui roller perata untuk memastikan material koil memasuki proses pemotongan dengan lancar.
Langkah 3: Pemotongan yang tepat untuk mesin penggorok logam
Kelompok pisau penggorok melakukan pemotongan memanjang pada kumparan pada interval yang telah ditentukan, dan secara bersamaan memasang kumparan melalui mekanisme pengepresan untuk mencegah perpindahan kumparan selama pemotongan. Pantau kualitas pemotongan tepi secara real-time (seperti tidak ada gerinda dan tidak ada tepi yang melengkung), dan sesuaikan tekanan atau kecepatan set pahat sesuai kebutuhan situasi.
Langkah 4: Recoiling untuk mesin penggorok logam
Strip sempit setelah digorok memasuki recoiler melalui roller pemandu dan digulung menjadi gulungan sesuai dengan tegangan yang telah ditentukan. Beberapa model dilengkapi dengan fungsi pemotongan dan pelabelan otomatis
 |
 |
Sesuai dengan permintaan pelanggan yang berbeda, KINGREAL STEEL SLITTER telah merancang berbagai jenis garis menggorok logam. Berikut ini adalah rencana pembuatan mesin penggorok logam.
Dengan bahan logam: mesin menggorok kumparan baja tahan karat, mesin menggorok strip baja, mesin menggorok kumparan baja silikon, mesin menggorok kumparan aluminium....
Berdasarkan ketebalan bahan:mesin menggorok tugas ringan(0,2-3mm),mesin menggorok tugas sedang(3mm-6mm),mesin menggorok tugas berat(6-16mm).
Berdasarkan tingkat otomatisasi:mesin menggorok logam otomatis penuh, garis menggorok logam semi-otomatis.
Dengan penyesuaian:mesin menggorok logam berkecepatan tinggi, mesin menggorok kumparan kepala slitter ganda, mesin penggorok koil tegangan sabuk.
Masalah 1: Tepi gerinda dan melengkung muncul selama pemotongan tepi
Kemungkinan penyebabnya: Keausan/pasivasi bilah, penyesuaian jarak kelompok bilah yang tidak tepat, dan ketidaksesuaian antara kecepatan potong dan material logam.
Solusi 1: Periksa secara teraturgaris menggorok logamdan mengganti bilah, mengkalibrasi ulang jarak kelompok bilah, dan menyesuaikan kecepatan potong sesuai dengan kekerasan logam.
Masalah 2: Penyimpangan berlebihan pada lebar strip setelah digorok
Kemungkinan penyebabnya: Pemusatan kumparan yang tidak akurat, keakuratan posisi kelompok alat yang tidak memadai, dan fluktuasi tegangan yang menyebabkan perpindahan kumparan.
Solusi 2: Periksa fungsi pemusatan mekanisme pemandu mesin penggorok logam, kalibrasi ulang sistem penentuan posisi kelompok pisau, dan optimalkan parameter kontrol tegangan.
Masalah 3: Bahan gulungan menjadi longgar atau kusut setelah digulung
Kemungkinan penyebabnya: tegangan belitan yang tidak mencukupi atau tidak merata, kecepatan belitan dan kecepatan potong yang tidak sinkron, perataan material kumparan yang tidak lengkap.
Solusi: Sesuaikan tegangan belitan ke nilai yang sesuai, optimalkan kecepatan potong dan belitan secara bersamaan, dan periksa apakah poros rol mesin perata pada mesin penggorok logam sudah aus.
*Pemeriksaan kualitas proses pemotongan
Inspeksi dimensi: Gunakan kaliper dan pengukur lebar laser untuk memeriksa keakuratan lebar dan ketebalan strip sempit untuk memastikannya memenuhi persyaratan pesanan.
Inspeksi visual: Periksa secara visual atau melalui alat apakah tepi potongan halus dan bebas dari gerinda, dan apakah terdapat goresan atau kerutan pada permukaan bahan gulungan.
Pengujian kinerja: Periksa apakah sifat mekanik logam setelah pemotongan (seperti kekuatan tarik) telah rusak karena pemrosesan.
*Perawatan harian mesin penggorok logam
Pembersihan rutin: Hilangkan serpihan logam dari bagian dalamgaris menggorok logamuntuk mencegahnya tersangkut di rakitan alat atau mempengaruhi keakuratan mekanisme pemandu.
Pelumasan komponen: Tambahkan oli pelumas secara teratur ke bagian yang bergerak seperti bantalan grup pengaturan pahat dan poros pelepas/pemutar ulang untuk mengurangi keausan
Perawatan bilah: Poles dan pasifkan bilah secara teratur, atau ganti bilah sesuai dengan tingkat keausannya agar tidak mempengaruhi kualitas pemrosesan karena masalah bilah.
Kalibrasi sistem: Kalibrasi parameter dalam sistem kontrol PLC setiap bulan/triwulanan untuk memastikan bahwa garis penggorengan logam berada dalam kondisi pengoperasian yang tepat.