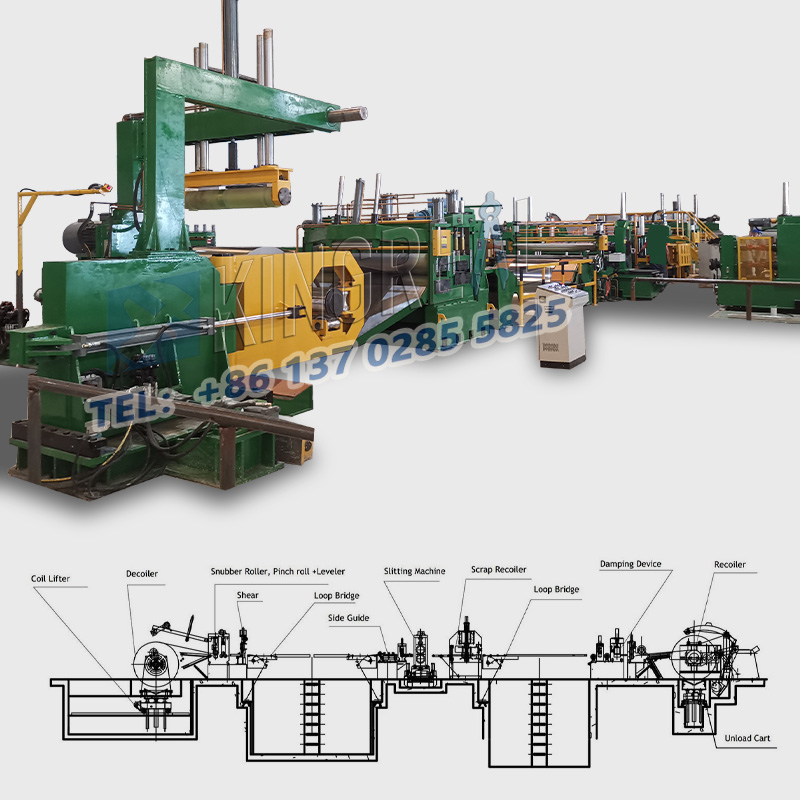
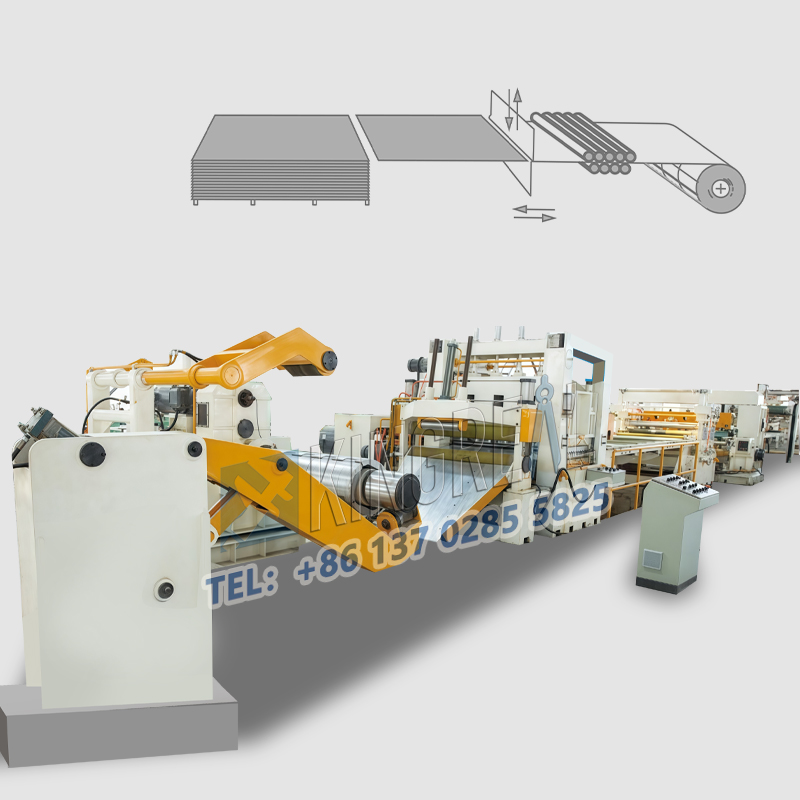
Garis menggorok kumparan bajamelakukan operasi seperti melepas gulungan, menggorok, dan memutar ulang gulungan material yang lebar untuk menghasilkan potongan sempit dengan presisi tinggi dan tanpa gerinda. Namun, beberapa fenomena abnormal mungkin terjadi selama pengoperasian mesin penggorok kumparan baja, termasuk bentuk belitan yang tidak normal dan deformasi pemrosesan lembaran logam. Artikel dari KINGREAL STEEL SLITTER ini akan memberikan penjelasan rinci tentang cara mengatasi masalah umum pada jalur pemotongan kumparan baja untuk memastikan pengoperasian yang efisien.
1. Gulungan Lembut
-Fenomena: Karena kelonggaran, kumparan baja membentuk kumparan lunak berbentuk oval setelah dilepas dari poros mesin penggulung.
-Solusi: Pastikan tegangan yang cukup pada awal belitan, lalu turunkan tekanan secara perlahan seiring bertambahnya volume kumparan. Penyesuaian tegangan yang tepat dapat secara efektif mencegah terjadinya kumparan lunak.
2. Belitan Tidak Merata
-Fenomena: Kumparan baja menunjukkan bentuk teleskopik yang disebabkan oleh belitan yang salah.
-Penyebab dan Solusi:
A. Ketegangan yang tidak mencukupi: Jika tegangan awal rendah, ketidaksejajaran akan terjadi selama penyelesaian. Dimulai dengan penggulungan, disarankan untuk menaikkan ketegangan; kurangi secara bertahap seiring bertambahnya volume kumparan.
B. Ketegangan yang tidak seimbang: Sudut pemotongan yang buruk atau ketidaksejajaran pemandu dapat menghasilkan panjang yang tidak menentu di setiap sisi. Pastikan mesin penggulung disejajarkan dengan benar untuk membantu meminimalkan kemungkinan variasi tegangan; periksa pengaturannya.
C. Posisi pengikatan klem bagian dalam yang buruk: Pengikatan yang tidak konsisten menyebabkan perubahan tegangan; posisi pemisah perlu disesuaikan kembali untuk memastikan konsistensi.
D. Strip baja diayunkan ke kiri dan ke kanan dalam lingkaran: Menggunakan bahan lembut seperti kain kempa untuk menekan dapat secara efektif mencegah ayunan.
E. Penghentian jalur produksi: Saat memulai kembali setelah berhenti, perhatian harus diberikan pada pemulihan tegangan untuk menjaga tekanan belitan tetap stabil.
F. Pengaturan lebar pemisah yang tidak tepat: Pastikan lebar pemisah diatur dengan tepat, umumnya lebar produk jadi ditambah ketebalan pelat.
3. Diameter dalam Melengkung
-Fenomena: Selama proses penggulungan, kumparan baja tiba-tiba memperlihatkan diameter dalam yang melengkung ketika dikeluarkan dari mesin penggulung.
-Penyebab: Hal ini biasanya berhubungan dengan tegangan belitan yang berlebihan, terutama saat memproses pelat tebal.
-Solusi: Sesuaikan tekanan dan pastikan ketegangan merata untuk menghindari lengkungan diameter dalam.
1. Pembengkokan Seperti Ular (Sickle Bend)
-Fenomena: Geser menyebabkan kumparan baja membengkok ke arah lebar.
-Penyebab dan Penanggulangan :
A. Masalah bahan baku: Tegangan sisa pada kumparan induk dilepaskan setelah pemotongan. Disarankan untuk melakukan perawatan pereda stres selama pemrosesan material.
B. Masalah duri: Gerinda menyebabkan ketebalan tepi tidak rata. Pertahankan alat yang tajam selama pemrosesan untuk menghindari gerinda.
C. Celah bilah yang tidak rata: Pastikan celah bilah yang seragam untuk menghindari perbedaan regangan yang disebabkan oleh celah yang terlalu besar atau kecil di area tertentu.
D. Tegangan satu sisi recoiler: Pertahankan tegangan keseluruhan yang seragam, dan sesuaikan pemisah dan pelat tegangan untuk memastikan konsistensi.
E. Pemandu samping yang terlalu kencang: Sesuaikan pemandu samping dengan tepat selama menggorok untuk menghindari kekencangan yang berlebihan.
2. Gelombang Tepi
-Fenomena: Tepi strip baja berubah bentuk karena peregangan.
-Penyebab dan Penanggulangan :
A. Gelombang tepi yang disebabkan oleh duri: Perkuat pemantauan duri dan segera tangani.
B. Tekanan berlebihan dari roller pengukur: Sesuaikan parameter tekanan roller untuk mencegah peregangan berlebih.
C. Keausan samping alat pemotong: Untuk menjamin kualitas pemotongan, sering-seringlah memeriksa kondisi alat pemotong.
D. Perbedaan tinggi pada pemandu samping: Periksa ketinggian alat pemotong secara teratur untuk memastikan konsistensi.
E. Keausan roller defleksi sebelum recoiler: Ukur keausan roller depan secara teratur untuk memastikan tegangan yang seragam.
3. Pinggang Lipatan
-Fenomena: Muncul lipatan tembus pada arah lebar pelat baja.
-Penyebab dan Penanggulangan :
A. Lipatan akibat pisau potong: Sesuaikan ukuran cincin karet agar tidak tersangkut alat pemotong.
B. Masalah bentuk bahan mentah: Gunakan mesin perata tiga gulungan dan lakukan pemeriksaan kualitas sebelum tahap pemotongan.
C. Masalah pada drum yang melebar dan menyusut: Pastikan kontak yang baik antara strip baja dan drum selama proses mengembang dan menyusut untuk menghindari ketidakrataan.
4. Tanda Berliku
-Fenomena: Ketidakrataan permukaan drum recoiler yang mengembang dan berkontraksi mempengaruhi kualitas belitan.
-Penanggulangan: Periksa secara teratur permukaan drum yang mengembang dan menyusut dan segera sesuaikan atau ganti.
5. Kerutan
-Fenomena: Kerutan muncul di permukaan pelat baja.
-Penyebab dan Solusi:
A. Masalah kertas liner: Pastikan kualitas kertas liner dan hindari tumpang tindih dan kusut.
B. Masalah cincin karet: Periksa secara teratur kondisi cincin karet untuk memastikan tidak kendor.
C. Penyesuaian tegangan yang tidak tepat: Perkuat penyesuaian pelat tegangan untuk mencegah kerutan.
Saat memecahkan masalahgaris menggorok kumparan bajakegagalan fungsi, pendekatan sistematis harus diadopsi. Langkah-langkah berikut biasanya dapat diikuti:
-Perekaman data: Catat lingkungan pengoperasian, waktu, dan atur parameter saat kerusakan terjadi.
-Inspeksi di tempat: Lakukan inspeksi visual untuk mengamati status kerja mesin penggorok kumparan baja.
-Berkomunikasi dengan operator: Tanyakan kepada operator tentang langkah pengoperasian sebelum malfungsi terjadi.
-Pemecahan masalah langkah demi langkah: Periksa potensi masalah satu per satu sesuai dengan klasifikasi kesalahan di atas.
-Penggunaan alat: Gunakan alat dan instrumen yang diperlukan untuk pengukuran dan penyesuaian.
KINGREAL STEEL SLITTER berharap melalui artikel ini, Anda dapat mengatasi berbagai permasalahan dalam pengoperasian mesin secara efektif.garis menggorok kumparan bajadan memastikan produksi yang stabil dan berkelanjutan. Perawatan rutin dan pelatihan profesional juga merupakan langkah penting untuk mencegah malfungsi.