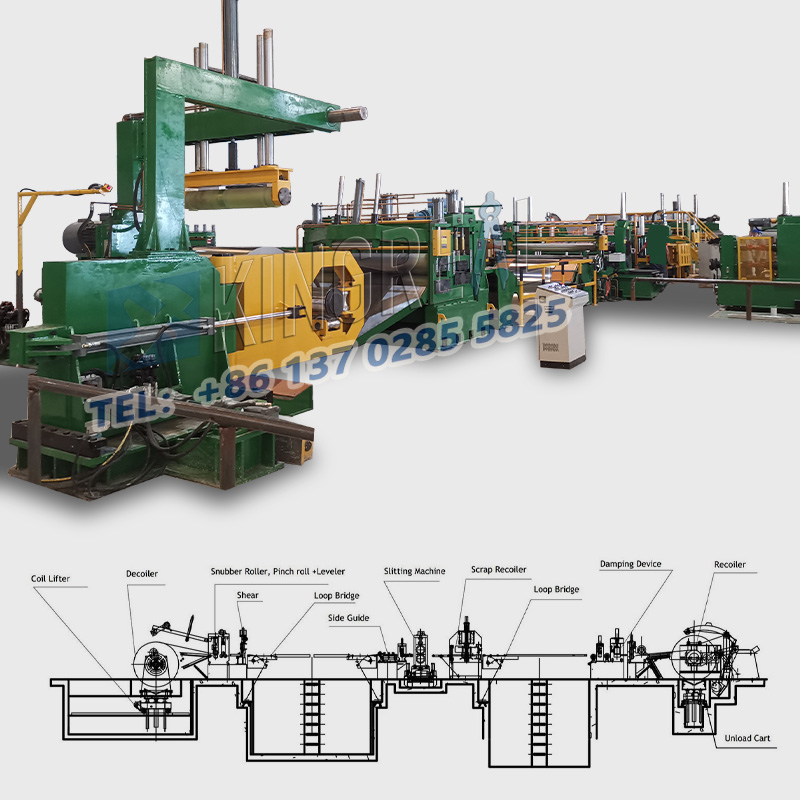
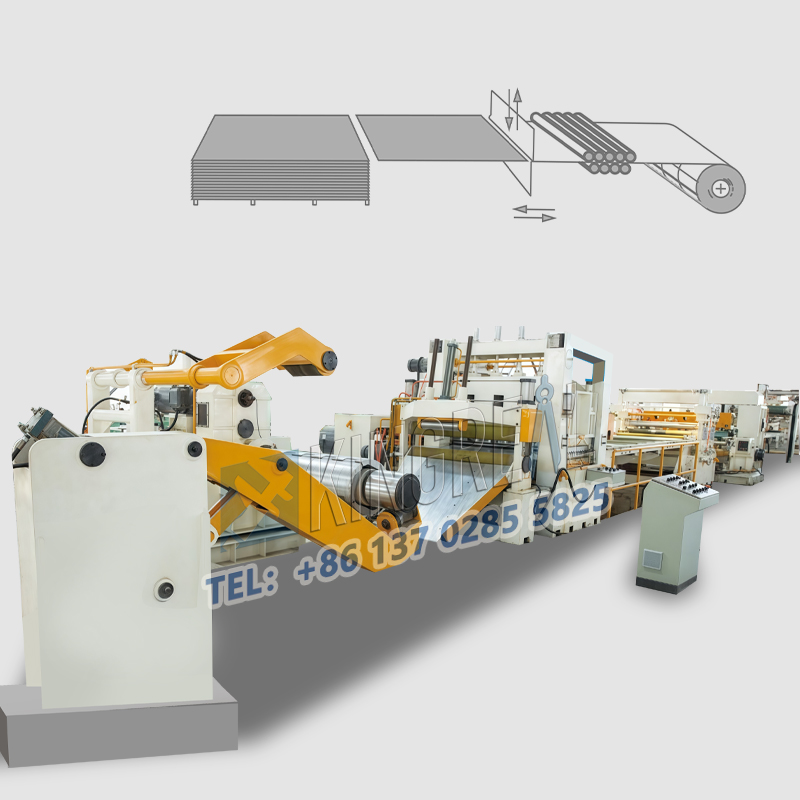
Mesin menggorok logambanyak digunakan dalam industri pengolahan logam, terutama untuk memotong gulungan besar bahan logam menjadi beberapa strip sempit. Namun, selama pengoperasian sebenarnya, garis penggorengan logam mungkin mengalami berbagai kelainan, yang menyebabkan berkurangnya efisiensi pemrosesan atau pemborosan material. Artikel oleh KINGREAL STEEL SLITTER ini akan membahas beberapa masalah operasional umum pada mesin penggorok logam dan memberikan solusi yang sesuai untuk membantu pengguna memanfaatkan jalur penggorok logam dengan lebih baik.
1.1 Kumparan Runtuh
Setelah digorok, ketika kumparan baja dikeluarkan dari gulungannya, sering kali kumparan tersebut roboh dan menjadi berbentuk lonjong. Alasan utama dari fenomena ini adalah tegangan yang tidak mencukupi selama proses penggulungan, atau adanya minyak pencegah karat pada permukaan strip baja, sehingga mencegah gesekan yang cukup antar lapisan. Untuk mengatasi permasalahan tersebut dapat dilakukan upaya sebagai berikut:
1.1.1 Pastikan tegangan yang cukup diterapkan selama proses penggulungan untuk mencegah deformasi kumparan.
1.1.2 Periksa permukaan strip baja secara teratur untuk memastikan permukaannya bersih dan bebas minyak, sehingga memastikan gesekan yang baik antar lapisan.
1.2 Tepi Kumparan Baja Tidak Rata
Tepi kumparan baja yang tidak rata terutama disebabkan oleh faktor-faktor berikut:
1.2.1 Ketegangan yang Buruk: Ketegangan yang lemah pada awal belitan dan tegangan yang kuat pada akhir belitan menyebabkan belitan tidak merata. Untuk menghindari hal ini, ketegangan harus ditingkatkan pada awal belitan dan dikurangi pada akhir.
1.2.2 Distribusi Tegangan yang Tidak Merata: Jika strip baja tidak dipotong lurus pada bagian tepi depan, atau klem menggigit tepi depan strip baja selama pemotongan, hal ini akan menyebabkan distribusi tegangan yang tidak merata. Sebelum pengoperasian, pastikan bahwa slitting strip terpasang erat pada permukaan gulungan untuk memastikan tegangan yang merata.
1.2.3 Osilasi di Lubang Loop: Jika strip baja berosilasi dari sisi ke sisi di lubang loop, dan rol pemandu kecil tidak terpasang dengan benar, hal ini dapat menyebabkan perubahan sudut pelat tegangan, yang mengakibatkan belitan tidak merata. Untuk mengurangi osilasi, karpet atau kain kempa dapat digunakan setelah lubang lingkaran untuk menyentuh permukaan strip baja, dan rol pemandu kecil harus dipasang.
1.2.4 Pembentukan Duri: Untuk strip baja sempit, gerinda besar atau gerinda yang tidak konsisten di kedua sisi selama pemotongan dapat menyebabkan belitan yang tidak rata. Disarankan untuk membalik strip baja dengan gerinda menghadap ke atas di lubang lingkaran sehingga gerinda menghadap ke bawah, sehingga secara efektif mencegah masalah ini.
Setelah digorok, strip baja mungkin mengalami deformasi seperti tekukan lateral. Alasannya cukup rumit:
2.1 Celah Geser Tidak Merata:
Pada suatumesin menggorok logam, titik acuan yang tidak akurat pada bahu poros pemotong, jarak bebas aksial yang berlebihan pada bantalan poros pemotong, atau kesalahan pada pengatur jarak atau ketebalannya semuanya dapat menyebabkan celah geser yang tidak rata, sehingga mengakibatkan deformasi. Memeriksa dan mengkalibrasi garis celah logam secara teratur untuk memastikan pengoperasian normal dapat mencegah situasi ini secara efektif.
2.2 Variasi Ketebalan Bahan:
Perbedaan ketebalan antara bagian tengah dan tepi material lebar merupakan masalah yang umum terjadi, terutama pada material canai. Karena perbedaan presisi dan teknik penyesuaian garis menggorok logam, variasi ketebalan bahan dari berbagai produsen juga bervariasi. Disarankan untuk melakukan pengujian ketebalan sebelum diproses dan disesuaikan dengan perbedaan ketebalan sebenarnya.
2.3 Pembengkokan Bahan Dasar:
Tegangan internal yang timbul pada bahan dasar selama penggulungan disebut tegangan sisa potensial. Hilangnya keseimbangan tegangan setelah pemotongan memanjang dapat menyebabkan pembengkokan strip baja. Oleh karena itu, pemilihan bahan baku berkualitas tinggi dan optimalisasi proses rolling menjadi solusi penting.
2.4 Gerinda atau Tepian yang Tidak Konsisten:
Jika ketebalan pelat lebih besar pada bagian samping yang memiliki gerinda lebih besar pada saat penggulungan, maka akan menghasilkan diameter kumparan yang lebih besar dan membentuk lengkungan berbentuk terompet. Untuk mengatasi hal ini, kertas dengan ketebalan yang sesuai dapat disisipkan di sisi lain atau proses pemotongan dapat dilakukan.
2.5 Tepi Strip yang Bergelombang:
Selama proses penggulungan, adanya gerinda dapat menyebabkan peningkatan ketebalan pada tepi strip baja, sehingga mengakibatkan pemanjangan tepi. Selama pengoperasian mesin penggorok logam, jarak bebas horizontal perlu ditingkatkan untuk mengurangi tekanan lateral. Selain itu, penggunaan mata pisau yang sesuai dengan bahan yang akan dipotong dan mengurangi keausan mata pisau juga membantu mengatasi masalah ini.
3.1 Tertangkap Pisau
Saat menggorok strip baja sempit, jika pelat penekan berbentuk jari tidak sepenuhnya mengisi celah antara dua bilah luar, strip baja dapat tersangkut oleh dua bilah luar, sehingga mengakibatkan kusut. Strategi efektif untuk mencegah masalah ini adalah dengan mengisi celah antara bilah luar dengan pelat tekanan datar dan memastikan minyak tanah diaplikasikan secara teratur pada bilah untuk mengurangi gesekan.
3.2 Kerutan pada Rahang Drum yang Berliku
Pada mesin penggorok logam, jika strip baja tidak menempel erat pada drum belitan selama putaran belitan pertama, lipatan dapat terjadi pada belitan berikutnya. Untuk menghindari hal ini, rahang drum penggulung harus diperiksa secara teratur, dan harus dipastikan bahwa strip baja terpasang erat dan erat ke drum pada awal penggulungan.
4.1 Tanda Bilah yang Disebabkan oleh Pelat Tekanan
Jika ketinggian pelat penekan tidak sesuai dengan pelat pemandu, hal ini dapat menyebabkan tekanan berlebih pada strip baja, sehingga menimbulkan bekas bilah. Oleh karena itu, ketinggian pelat penekan harus diperiksa dan disesuaikan secara berkala untuk memastikan kesesuaiannya dengan ketinggian pelat pemandu.
4.2 Getaran Pelat Tekanan Bilah
Saat pelat penekan bilah bergetar ke atas dan ke bawah, hal ini juga dapat menyebabkan bekas bilah. Tanda bilah ini biasanya terputus-putus, dan alasan utamanya meliputi pembengkokan spindel, jarak bebas yang berlebihan antara bilah dan poros, dan sintering serpihan logam di sisi lain bilah. Memeriksa kondisi spindel dan menjaga kebersihan bilah dapat secara efektif mengurangi munculnya bekas bilah.
Garis menggorok logampasti akan menghadapi berbagai masalah selama penggunaan sehari-hari, namun banyak masalah yang dapat dihindari atau diatasi melalui pemeriksaan dan pemeliharaan yang cermat. Memahami dan menguasai permasalahan umum serta solusinya pada mesin penggorok logam dapat membantu pengguna mengoptimalkan proses produksi dan meningkatkan efisiensi kerja. KINGREAL STEEL SLITTER berharap saran di atas akan memberikan referensi berharga bagi Anda dalam menggunakan garis menggorok logam dan memastikan pengoperasiannya yang berkelanjutan dan efisien. Jika Anda memiliki pertanyaan, jangan ragu untuk menghubungi KINGREAL STEEL SLITTER!