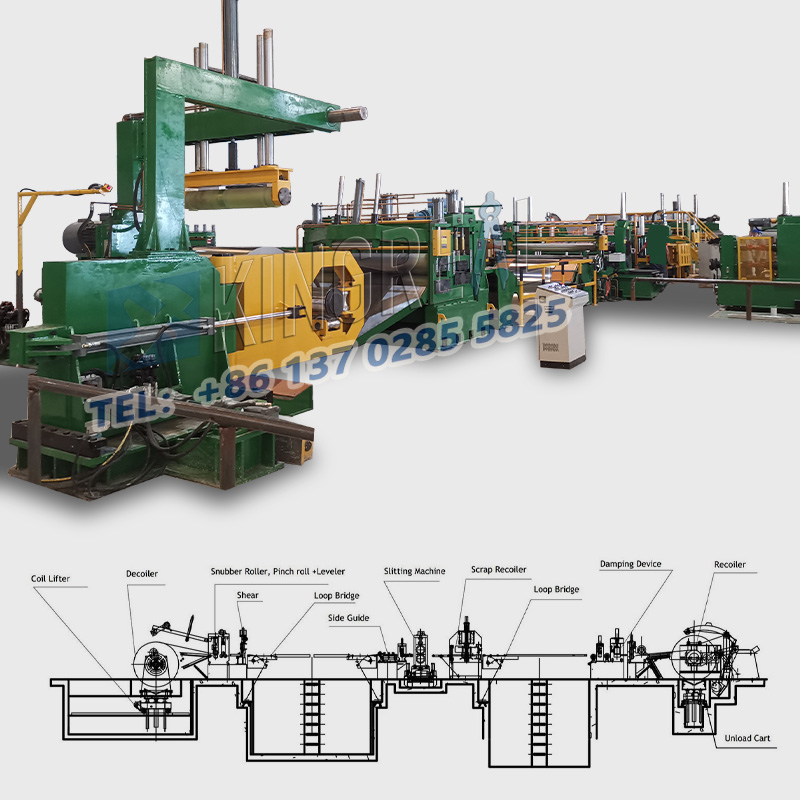
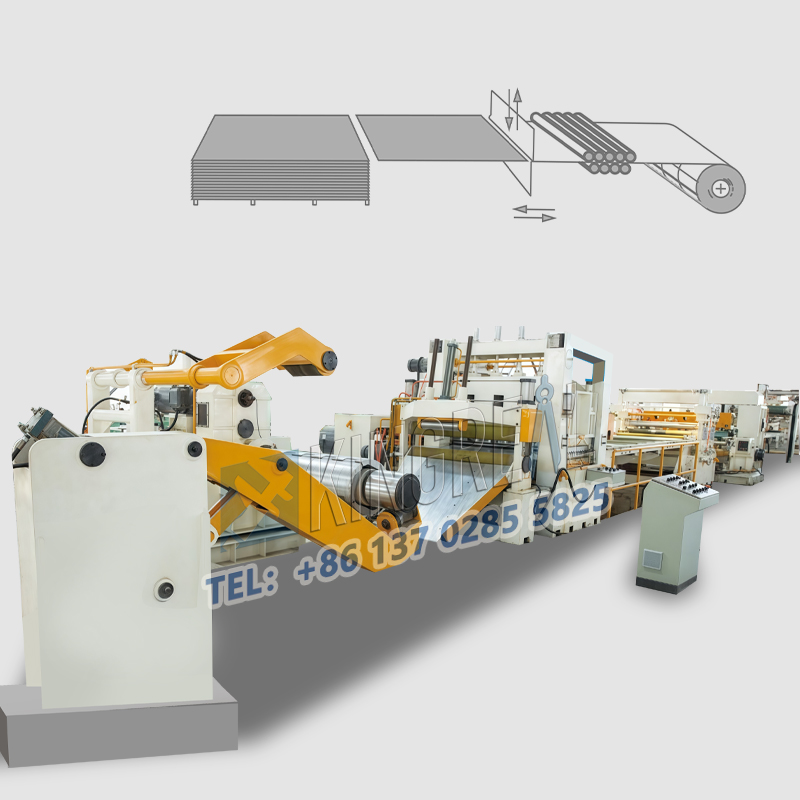
Di bidang pengolahan kumparan logam,mesin menggorok strip bajadigunakan untuk memotong kumparan logam secara memanjang seperti baja tahan karat, aluminium, baja karbon, dan baja silikon. Keakuratan dimensi dari strip sempit, kelancaran pemotongan, dan ada tidaknya gerinda atau camber semuanya secara langsung ditentukan oleh jarak antara bilah atas dan bawah dari garis menggorok strip baja.
Dalam produksi sehari-hari, setiap kali ketebalan kumparan yang sedang diproses diubah, atau bahan berbeda dengan kekerasan yang berbeda-beda digunakan, operator harus secara bersamaan menyesuaikan jarak bebas bilah mesin penggorok strip baja.
Jarak bebas bilah yang tepat memungkinkan garis penggorengan strip baja memotong strip sempit berpresisi tinggi dengan potongan halus, bebas duri, dan lapisan penampang seragam; nilai jarak bebas yang tidak tepat akan mengakibatkan banyak cacat produksi seperti tepi melengkung, bilah pisau terkelupas, pembengkokan strip, dan akumulasi gerinda tepi. Artikel ini, KINGREAL STEEL SLITTER, akan menggabungkan pengalaman praktis dengan standar parameter jarak bebas untuk menjelaskan sepenuhnya logika penyesuaian, metode praktis, dan spesifikasi pengaturan parameter untuk jarak bebas bilah pada mesin penggorok strip baja.

Hubungan Antara Jarak Bebas Pisau & Presisi Strip pada Mesin Pemotong Strip Baja
Jarak bebas bilah pada mesin penggorok strip baja mengacu pada celah radial yang tersisa ketika rangkaian bilah geser melingkar atas dan bawah menyatu. Nilai ini bukan merupakan konstanta yang tetap tetapi berubah secara dinamis dengan dua variabel inti yaitu ketebalan dan kekerasan material yang diproses. Kedua faktor ini secara langsung menentukan kualitas pemotongangaris menggorok strip baja.
1. Ketebalan Bahan
Ketika ketebalan bahan koil yang diproses berubah, jarak bebas bilah mesin penggorok strip baja harus disesuaikan. Jika garis penggorengan strip baja memproses strip logam tebal, jarak bebas blade harus ditingkatkan secara tepat; jarak bebas yang terlalu kecil akan menyebabkan bilah atas dan bawah menekan material lembaran secara paksa, secara instan meningkatkan beban pada badan bilah, yang dapat dengan mudah menyebabkan patahnya bilah dan deformasi poros pemotong, yang secara signifikan memperpendek masa pakai pemotong dan spindel mesin penggorok strip baja.
Sebaliknya, ketika garis penggorengan strip baja beralih ke pemrosesan material tipis, jarak bebas bilah harus dikurangi. Jika jarak bebasnya terlalu besar, bahan lembaran tidak dapat dipotong sepenuhnya oleh bilahnya, tepi bahan akan robek selama proses pemotongan, dan sejumlah besar gerinda akan muncul di kedua sisi strip yang sudah jadi. Dalam kasus yang parah, seluruh jalur sempit akan mempunyai bentuk melengkung, melebihi toleransi dimensi dan gagal memenuhi persyaratan proses stamping, pembengkokan, dan pembentukan di bagian hilir.
Untuk strip logam yang sangat tipis dengan ketebalan kurang dari 0,1 mm, celah bilah teoretis dari mesin penggorok logam mendekati nol, dengan mengandalkan interlocking mikro pada bilah untuk mencapai pemotongan yang presisi.
2. Kekerasan Bahan dan Kekuatan Tarik
Logam yang berbeda menunjukkan perbedaan yang signifikan dalam kekuatan tarik dan kekerasan, sehingga menghasilkan rentang celah bilah yang sangat berbeda yang cocok untuk mesin penggorok strip baja. Bahan dengan kekerasan tinggi dan kekuatan tarik tinggi, seperti baja karbon tebal, baja tahan karat, dan baja silikon, memiliki struktur molekul yang padat dan ketahanan geser yang lebih besar, sehingga memerlukan celah bilah yang lebih besar pada garis celah strip baja. Bahan lunak dengan kekuatan rendah, seperti aluminium murni dan lembaran aluminium tipis, memiliki plastisitas tinggi dan ketahanan geser yang rendah, sehingga memungkinkan celah bilah yang lebih kecil pada mesin penggorok strip baja.
Prinsip fisik pemotongan logam bukanlah pemotongan murni, melainkan pemotongan sebagian dan pemutusan tarik bahan lembaran di bawah tekanan pisau. Bahan dengan kekerasan yang lebih tinggi memiliki proporsi patahan plastis yang lebih tinggi, sehingga memerlukan celah yang lebih besar untuk mencapai penampang yang halus. Aluminium lunak menunjukkan deformasi plastis yang besar; celah yang berlebihan dapat menyebabkan ekstrusi material, pengelupasan, dan cacat pengeritingan.
Metode Penyesuaian Standar untuk Celah Bilah Garis Penggorok Strip Baja
Saat ini, paling mainstreammesin menggorok strip bajadi pasaran mengandalkan shim presisi untuk mencapai kontrol celah bilah yang presisi. Dengan menambah atau melepas shim dan bushing dengan ketebalan berbeda, celah radial antara bilah poros pemotong atas dan bawah dikontrol secara tepat. Proses penyesuaian lengkap terdiri dari empat operasi inti:
(1) Mencocokkan Shim dengan Celah Dasar
Sebelum menggorok secara formal, pertama-tama konfirmasikan bahan dan ketebalan gulungan, pilih nilai celah dasar sesuai dengan tabel parameter celah, lalu pilih shim presisi dengan ketebalan yang sesuai untuk dipasang di kedua sisi poros pemotong dan bilah garis menggorok strip baja. Ketebalan shim yang disesuaikan secara tepat memastikan bahwa bilah mesin penggorok strip baja terpasang secara merata, mencegah ekstrusi satu sisi, chipping, dan tepi melengkung selama proses pencukuran. Hal ini secara signifikan mengurangi keausan blade dan memperpanjang masa pakai seluruh rangkaian pemotong.
(2) Menggerinda dan Mengoreksi Konsentrisitas Pisau
Jika garis menggorok strip baja digunakan dengan intensitas tinggi dalam waktu lama dan bilah terbentur di satu sisi, konsentrisitas bilah akan menjadi tidak seimbang. Meskipun spesifikasi shim benar, celah bilah akan berfluktuasi selama pengoperasian. Jenis kerusakan ini tidak dapat disetel menggunakan shim. Seluruh rangkaian bilah harus dibongkar dari poros pemotong mesin penggorok strip baja, dikirim ke penggiling profesional untuk penggilingan ulang dan penggilingan eksternal, memperbaiki konsentrisitas bilah, dan kemudian dipasang kembali pada garis penggorok strip baja sebelum menyesuaikan kembali celah shim.
(3) Memperbaiki Poros Pemotong Celah yang Tidak Seimbang
Poros pemotong atas dan bawah dari mesin penggorok strip baja terkena benturan geser dalam jangka waktu lama, yang mengakibatkan sedikit pembengkokan dan keausan permukaan yang tidak merata. Selama putaran poros, celah bilah secara berkala bergeser, menghasilkan gerinda di satu sisi strip yang sudah jadi dan potongan halus di sisi lainnya. Untuk mengatasi hal ini, mesin harus dihentikan, rakitan poros pemotong garis penggorok strip baja dibongkar, area aus pada badan poros diarde dan diperbaiki, dan keseimbangan dinamis poros pemotong dikalibrasi untuk menghilangkan fluktuasi celah yang disebabkan oleh rotasi.
(4) Menstabilkan Celah Geser dengan Bushing
Shim dan separator bushing merupakan komponen bantu inti untuk mengatur celah pada mesin penggorok strip baja. Dipasang di kedua sisi setiap kelompok bilah pemotong, mereka dapat memisahkan bilah secara tepat, mengontrol celah pemotongan satu kelompok, dan menjaga paralelisme horizontal bilah atas dan bawah. Gasket dan bushing baja berkekuatan tinggi memberikan kekakuan tinggi, mencegah bilah tergores dan bertabrakan setelah perakitan. Mereka juga memastikan jarak yang seragam antara beberapa bilah pemotong di seluruh poros pemotong garis penggorengan strip baja, menjaga akurasi pemotongan yang konsisten di beberapa strip.
Spesifikasi Pengaturan Standar untuk Parameter Celah Bilah Garis Penggorok Strip Baja
Referensi inti untuk mengatur celah bilahmesin menggorok strip bajaadalah ketebalan, kekerasan, dan kekuatan tarik bahan yang diproses. Tabel di bawah ini menunjukkan celah standar untuk berbagai logam yang umum digunakan dan kompatibel dengan garis celah strip baja:
|
Ketebalan |
Baja Tahan Karat |
Aluminium |
Baja |
Baja Karbon |
Stee Silikonl |
| < 0,1 mm |
0 | 0 | 0 | 0 | 0 |
| 0,1-0,4 mm |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0,5-1,0 mm |
12-18 |
10-15 |
10-15 |
18-25 | / |
| > 1,0 mm |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
Menyesuaikan celah bilah pada mesin penggorok strip baja adalah proses inti untuk mengontrol kualitas produk penggorok kumparan jadi. Pencocokan nilai celah yang tepat secara langsung mempengaruhi efisiensi produksi, keausan perkakas, dan tingkat kualifikasi produk jadi dari jalur pemotongan strip baja. Selama pengoperasian sehari-hari mesin penggorok strip baja, operator harus mengingat parameter celah yang sesuai dengan material dan ketebalan, menggunakan shim presisi untuk penyesuaian dengan benar, dan secara teratur memeriksa bilah dan poros pemotong untuk mengurangi kegagalan produksi seperti gerinda, chipping, dan penyimpangan dimensi.
Untuk informasi lebih lanjut tentanggaris menggorok strip bajacommissioning, pemilihan alat, tip pemrosesan koil, atau untuk menyesuaikan mesin penggorok strip baja otomatis yang cocok untuk baja tahan karat, baja karbon, dan aluminium, silakan hubungi langsung KINGREAL STEEL SLITTER!