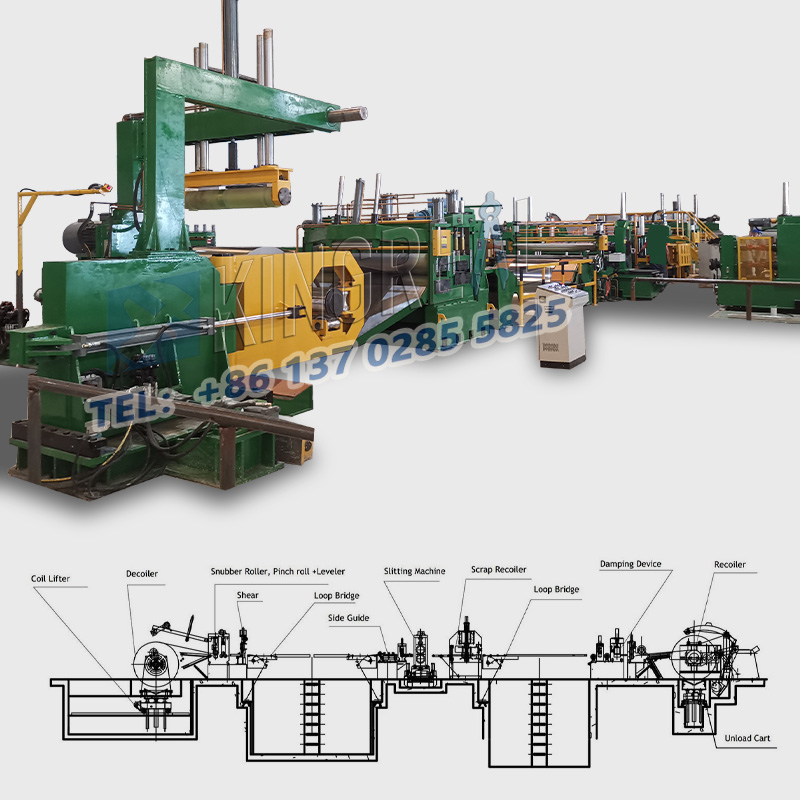
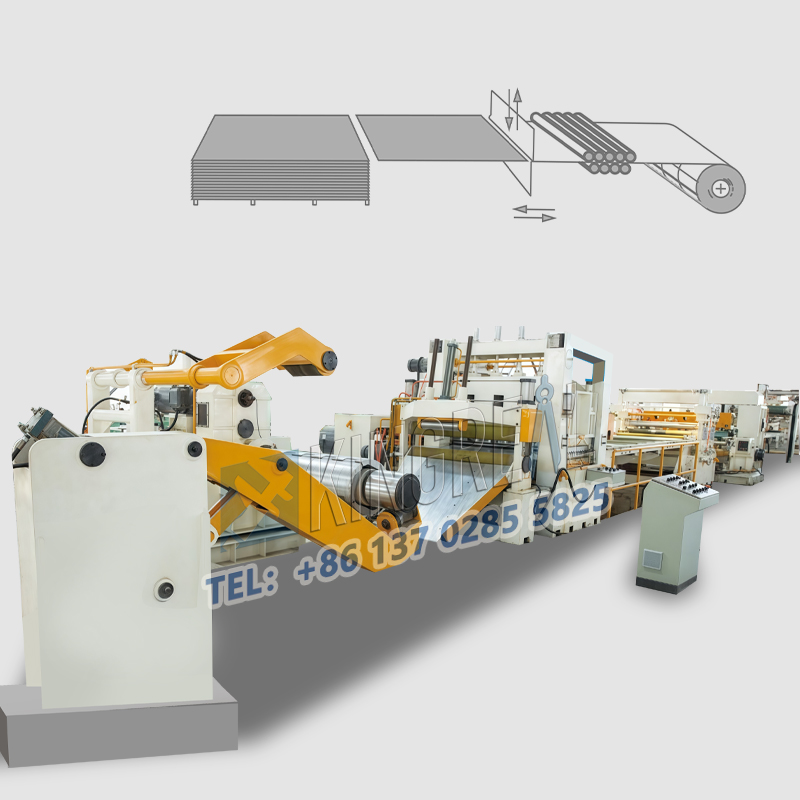
Itugaris menggorok kecepatan tinggi, dengan kecepatan operasi maksimum 230m/mnt, secara efisien menyelesaikan proses-proses utama seperti uncoiling, slitting, dan recoiling kumparan logam, sehingga secara signifikan meningkatkan efisiensi produksi dan akurasi pemrosesan. Namun, selama pengoperasian beban tinggi dan kecepatan tinggi dalam jangka panjang, mesin penggorok berkecepatan tinggi rentan terhadap berbagai kesalahan karena faktor-faktor seperti pengoperasian yang tidak tepat, keausan komponen, dan perawatan yang tidak memadai. Kesalahan ini tidak hanya mempengaruhi kemajuan produksi tetapi juga dapat mengurangi kualitas pemrosesan dan bahkan memperpendek masa pakai jalur pemotongan berkecepatan tinggi. Untuk membantu operator terkait dalam mengatasi masalah operasional mesin slitting berkecepatan tinggi dengan lebih baik dan memastikan kelancaran produksi, artikel ini akan merinci kesalahan umum, penyebabnya, dan solusi terkait selama pengoperasian jalur slitting berkecepatan tinggi, serta berbagi tip praktis untuk memperpanjang umur layanan mereka.
1. Dimensi Celah yang Tidak Akurat
Dimensi celah yang tidak akurat adalah salah satu masalah paling umummesin menggorok kecepatan tinggi, terutama selama pengoperasian kecepatan tinggi. Jika masalah ini terjadi, hal ini dapat menyebabkan sejumlah produk di bawah standar, menyebabkan pemborosan material dan penundaan produksi.
Penyebab:
(1) Kontrol tegangan tidak stabil. Selama proses pemotongan pada garis pemotongan berkecepatan tinggi, koordinasi tegangan yang tidak tepat antara tahap pelepasan, pemotongan, dan penggulungan ulang dapat menyebabkan peregangan atau kontraksi material, sehingga mempengaruhi dimensi pemotongan.
(2) Keausan alat yang parah. Bilah mesin penggorok berkecepatan tinggi terus-menerus berada dalam kondisi pemotongan berkecepatan tinggi, yang dapat menyebabkan keausan tepi, tumpul, atau bahkan takik. Hal ini membuat pemotongan material menjadi tidak mungkin dilakukan secara tepat, sehingga mengakibatkan penyimpangan dimensi.
(3) Sistem koreksi deviasi abnormal. Perangkat koreksi deviasi sangat penting untuk memastikan pengangkutan material secara tepat. Jika sensor deviasi tidak berfungsi atau tidak dikalibrasi dengan benar, hal ini dapat menyebabkan deviasi pengangkutan material, yang menyebabkan deviasi dimensi pada pemotongan.
Larutan:
(1) Periksa pengontrol tegangan mesin penggorok berkecepatan tinggi untuk memastikan bahwa parameter tegangan diatur sesuai dengan sifat material. Sesuaikan tegangan selama pelepasan dan penggulungan ulang untuk memastikan transisi tegangan yang mulus di antara ketiga tahap, menghindari peregangan atau kelonggaran material.
(2) Periksa kondisi bilah secara teratur. Jika ditemukan keausan, tumpul atau takik, gantilah dengan bilah yang memenuhi spesifikasi. Setelah penggantian, sesuaikan bilah dengan tepat untuk memastikan pemusatan yang akurat.
(3) Kalibrasi alat koreksi deviasi, periksa sensitivitas sensor deviasi, bersihkan debu dan noda pada permukaan sensor, dan kalibrasi ulang parameter koreksi deviasi untuk memastikan material tidak menyimpang selama proses pengangkutan dan untuk menjamin keakuratan dimensi celah.
2. Penyimpangan dan Kerutan Material
Selama pengoperasian jalur pemotongan berkecepatan tinggi, penyimpangan dan kerutan material juga merupakan masalah umum, terutama untuk kumparan logam tipis, dimana masalahnya lebih menonjol. Hal ini tidak hanya mempengaruhi keakuratan pemotongan tetapi juga dapat menyebabkan kerusakan material, yang berdampak pada pemrosesan selanjutnya.
Penyebab:
(1) Rol pemandu tidak seimbang. Rol pemandu pada mesin slitting berkecepatan tinggi sangat penting untuk menopang dan membawa material. Jika rol pemandu tidak dipasang rata, permukaannya aus, atau terdapat benda asing yang menempel, hal ini akan menyebabkan gaya yang tidak merata pada material selama pengangkutan, yang mengakibatkan penyimpangan dan kerutan.
(2) Tekanan udara tidak mencukupi. Beberapa komponen penggerak mesin slitting berkecepatan tinggi digerakkan oleh tekanan udara. Jika terjadi kebocoran pada sistem tekanan udara atau tekanan tidak mencukupi, maka komponen terkait akan beroperasi dengan buruk dan gagal mengontrol pengangkutan material secara stabil.
(3) Ketegangan material tidak merata. Mirip dengan masalah tegangan yang menyebabkan dimensi pemotongan tidak akurat, fluktuasi tegangan yang berlebihan selama pelepasan dan penggulungan ulang dapat menyebabkan peregangan material yang tidak merata selama pengangkutan, yang mengakibatkan kerutan dan penyimpangan.
Larutan:
(1) Sesuaikan ketinggian rol pemandu. Setelah garis penggorok kecepatan tinggi berhenti, periksa semua rol pemandu mesin penggorok kecepatan tinggi, bersihkan benda asing dan noda pada permukaan rol pemandu. Jika ada keausan pada permukaan rol pemandu, perbaiki atau ganti tepat waktu. Sesuaikan sudut pemasangan rol pemandu untuk memastikan bahwa semua rol pemandu berada pada ketinggian yang sama dan material mendapat tekanan yang merata selama pengangkutan.
(2) Periksa sistem pneumatik. Periksa apakah ada kebocoran pada pipa pneumatik, isi kembali tekanan udara ke standar yang ditentukan oleh mesin penggorok berkecepatan tinggi, dan bersihkan serta rawat katup pneumatik, silinder, dan komponen lainnya secara teratur untuk memastikan pengoperasian sistem pneumatik yang stabil.
(3) Mengoptimalkan ketegangan saat melepas dan memundurkan. Menurut ketebalan, kekerasan, dan karakteristik material lainnya, sesuaikan kembali parameter tegangan mesin penggorok berkecepatan tinggi, terapkan mode kontrol tegangan yang stabil, dan hindari fluktuasi tegangan yang berlebihan untuk mengurangi penyimpangan material dan kerutan dari akar.
3. Getaran atau Kebisingan Tidak Normal pada Jalur Pemotongan Berkecepatan Tinggi
Ketika mesin slitting kecepatan tinggi beroperasi dengan kecepatan tinggi dan mengalami getaran tidak normal atau suara melengking, hal ini menandakan adanya masalah keausan atau pemasangan pada komponen jalur slitting kecepatan tinggi. Jika tidak segera diatasi, hal ini akan mempercepat keausan komponen dan bahkan dapat menyebabkan kegagalan dan penghentian mesin slitting berkecepatan tinggi.
Penyebab:
(1) Keausan bantalan. Bagian transmisi dan rol pemandu dari mesin penggorok berkecepatan tinggi semuanya dilengkapi dengan bantalan. Pengoperasian kecepatan tinggi dalam jangka panjang dapat menyebabkan pelumasan yang tidak mencukupi dan keausan parah pada bantalan, menyebabkan getaran dan kebisingan selama rotasi.
(2) Sabuk penggerak kendor. Sabuk penggerak adalah komponen kunci untuk transmisi daya pada mesin slitting berkecepatan tinggi. Jika digunakan dalam jangka waktu lama, sabuk penggerak dapat menua dan meregang sehingga menyebabkan sabuk penggerak kendor. Selama pengoperasian, ini akan bergesekan dengan katrol, menimbulkan kebisingan dan mempengaruhi transmisi daya, yang pada gilirannya menyebabkan getaran garis celah berkecepatan tinggi.
(3) Komponen mekanis yang longgar. Selama pengoperasian mesin pemotong berkecepatan tinggi dengan beban tinggi dalam jangka panjang, sekrup, baut, dan bagian penghubung lainnya dapat menjadi longgar, menyebabkan koneksi antar komponen menjadi buruk dan menyebabkan getaran serta kebisingan yang tidak normal selama pengoperasian.
Larutan:
(1) Periksa semua bantalan mesin penggorok kecepatan tinggi. Jika ada bantalan yang aus, macet, atau mengeluarkan suara tidak normal, tambahkan gemuk khusus untuk pelumasan tepat waktu. Jika keausannya parah, segera ganti bantalan untuk mencegah kerusakan bantalan mempengaruhi keseluruhan pengoperasian jalur pemotongan kecepatan tinggi. (2) Sesuaikan kekencangan sabuk penggerak. Setelah mesin penggorok berkecepatan tinggi berhenti, periksa ketegangan sabuk penggerak. Jika sabuk penggerak kendor, sesuaikan alat pengencang. Jika sabuk penggerak sudah tua atau sangat aus, gantilah tepat waktu untuk memastikan sabuk penggerak terpasang erat dengan katrol dan transmisi daya lancar.
(3) Lakukan pemeriksaan menyeluruh terhadap sekrup, baut, dan bagian penghubung lainnyagaris menggorok kecepatan tinggi. Kencangkan bagian yang kendur, terutama dengan fokus pada bagian penghubung transmisi dan posisi pemasangan roller pemandu, untuk memastikan semua bagian tersambung erat dan mengurangi getaran dan kebisingan selama pengoperasian.
(1) Perawatan bilah
-Pemeriksaan harian: Sebelum memulai mesin penggorok berkecepatan tinggi, periksa apakah ada goresan, karat, atau sisa material pada bilahnya. Bersihkan kotoran tepat waktu, hilangkan noda dengan pembersih khusus, dan oleskan bahan pelumas anti karat setelah kering.
-Penggantian tepat waktu: Simpan catatan status blade. Ganti bilah pisau yang sudah sangat aus atau tepinya terkelupas atau retak pada waktunya agar tidak mempengaruhi kinerja keseluruhangaris menggorok kecepatan tinggikarena kerusakan pisau.
(2) Manajemen pelumasan
-Pelumasan bagian-bagian penting: Lumasi bagian yang bergerak seperti bantalan, roda gigi, silinder hidrolik, rantai dan ikat pinggang secara berkala. Bantalan/roda gigi harus dilumasi dengan gemuk sintetis dengan viskositas rendah setiap hari, silinder hidrolik dengan oli hidrolik tahan suhu tinggi setiap 1000 jam, dan rantai/sabuk dengan gemuk berbahan litium setiap bulan.
-Bersihkan sebelum pelumasan: Bersihkan noda oli lama sebelum pelumasan untuk menghindari pelumasan berlebihan yang menyerap debu dan mempengaruhi efek pelumasan.
(3) Ketegangan dan Kalibrasi
-Kontrol tegangan: Sesuaikan parameter tegangan sesuai dengan sifat material. Misalnya, tegangan untuk film harus relatif rendah, sedangkan untuk foil logam, tegangannya bisa sedikit lebih tinggi. Selama memutar ulang, gunakan tegangan yang meruncing untuk mencegah kompresi lapisan dalam.
-Kalibrasi reguler: Kalibrasi pemusatan blade dan sensor setiap 3 hingga 6 bulan. Untuk jalur pemotongan kecepatan tinggi dengan frekuensi penggunaan tinggi, persingkat siklus kalibrasi untuk memastikan akurasi pemotongan dan pengoperasian mesin pemotongan kecepatan tinggi yang stabil.
(4) Pemeliharaan Sistem Transmisi
-Periksa sabuk/rantai: Periksa ketegangan sabuk/rantai setiap minggu untuk mencegah selip atau keausan berlebihan karena terlalu ketat. Lakukan koreksi atau penggantian tepat waktu untuk sabuk/rantai yang sudah sangat aus.
-Periksa bantalan: Periksa kondisi keausan bantalan pada bagian transmisi setiap tiga hari. Dengarkan suara-suara abnormal dan rasakan panas berlebih. Segera ganti bantalan yang rusak.
(5) Pemeliharaan Sistem Kelistrikan
-Bersihkan pembuangan panas: Bersihkan lubang pembuangan panas dan kipas kotak listrik setiap bulan untuk mencegah penumpukan debu dan memastikan ventilasi yang baik untuk konverter frekuensi dan driver servo.
-Periksa kabel: Kencangkan terminal kabel dan periksa penuaan kabel untuk menghindari gangguan listrik yang mempengaruhi pengoperasian jalur pemotongan kecepatan tinggi.
Melalui pemeliharaan standar, tingkat kegagalanmesin menggorok kecepatan tinggidapat dikurangi lebih dari 40%, sehingga memperpanjang umur layanannya secara signifikan!