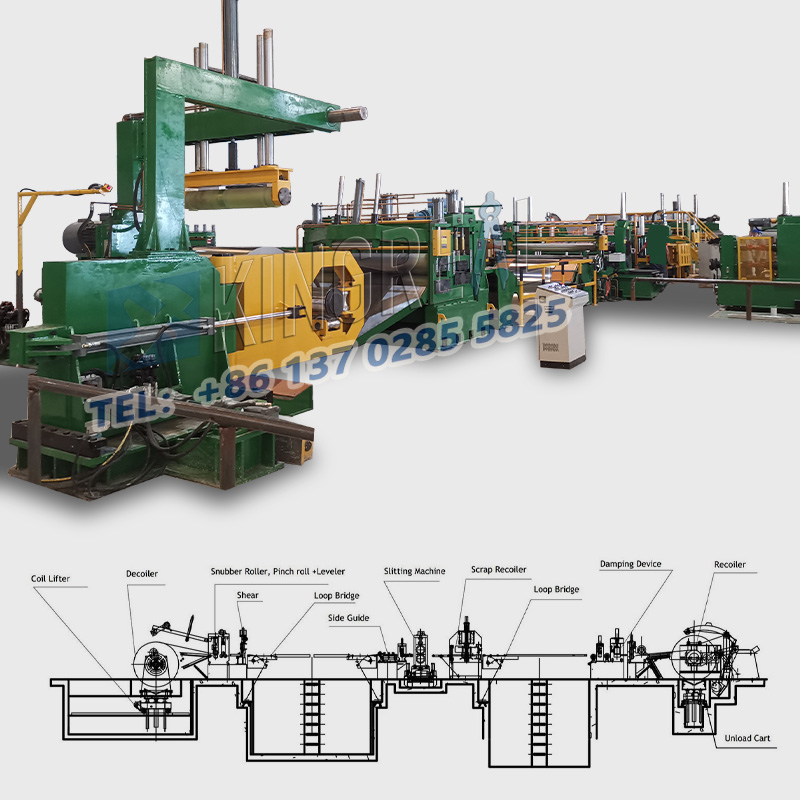
Dalam industri pemrosesan logam modern,Garis celah kumparan bajaadalah peralatan yang sangat diperlukan. Fungsi utamanya adalah memotong koil logam menjadi strip sempit lebar yang dibutuhkan oleh pelanggan melalui serangkaian komponen presisi. Proses kerja mesin celah baja biasanya mencakup dekoiler, stasiun tegangan, loop depan, slitter koil utama, perangkat pengumpulan limbah, loop belakang, pemisah dan recoiler. Untuk meningkatkan efisiensi garis celah kumparan baja, perusahaan perlu mengoptimalkan dalam banyak aspek. Dalam artikel ini, Kingreal Steel Slitter akan membahas cara meningkatkan efisiensi kerja mesin celah baja dari aspek tahap desain, commissioning garis celah kumparan baja dan pemeliharaan mesin celah baja.

(1) Pengenalan komponen otomatis sepenuhnya
Dalam tahap desainMesin celah baja, pengenalan komponen sepenuhnya otomatis adalah ukuran penting untuk meningkatkan efisiensi. Komponen otomatis sepenuhnya dapat mengurangi intervensi manual, meningkatkan efisiensi kerja dan mengurangi terjadinya kesalahan manusia.
|
Tabel Penumpukan: Meja Penumpukan CAn Secara otomatis menumpuk strip logam yang dipotong rapi untuk menghindari penyimpangan dan ketidakefisienan yang disebabkan oleh penumpukan manual. Pada saat yang sama, desain meja penumpukan harus memastikan bahwa bahan dapat diterima dengan lancar selama proses pemotongan untuk mengurangi waktu henti.
Kepala slitter ganda: Garis celah kumparan baja yang dilengkapi dengan kepala slitter ganda dapat mewujudkan operasi simultan dari dua pisau, meningkatkan lebar dan kecepatan pemotongan, dan secara signifikan meningkatkan efisiensi produksi. Desain kepala slitter ganda perlu memastikan sinkronisasi pisau dan kualitas pemotongan.
Mesin Pengemasan Coil Otomatis: Dilengkapi dengan mesin pengemasan kumparan otomatis di ujung mesin celah baja, strip logam yang dipotong dapat dengan cepat dikenali untuk meningkatkan efisiensi pemrosesan selanjutnya. Mesin pengemasan kumparan otomatis harus memiliki fungsi beradaptasi dengan strip logam dengan berbagai lebar dan ketebalan untuk memenuhi kebutuhan produksi yang beragam.
Mesin Strapping Koil Otomatis: Mesin pengikat koil otomatis dapat secara otomatis memutar strip logam selama proses belitan, mengurangi operasi manual, dan meningkatkan efisiensi dan keamanan kerja. |
 |
(2) Optimalisasi kecepatan produksi
Saat merancang garis celah kumparan baja, sangat penting untuk berkomunikasi penuh dengan insinyur dan menentukan kecepatan produksi maksimum mesin celah baja sesuai dengan situasi produksi Anda sendiri. Pengaturan kecepatan produksi yang wajar tidak hanya mempengaruhi efisiensi produksi, tetapi juga mempengaruhi kehilangan peralatan dan kualitas pemotongan.
Pengaturan Kecepatan yang Wajar: Menurut ketebalan, lebar dan karakteristik material, kecepatan kerja garis celah kumparan baja harus diatur secara wajar. Kecepatan yang terlalu cepat dapat menyebabkan pemotongan yang tidak merata atau bahkan merusak pisau; Kecepatan yang terlalu lambat akan mempengaruhi efisiensi produksi secara keseluruhan.
Penilaian Kapasitas Produksi: Melakukan penilaian komprehensif terhadap mesin celah baja yang ada untuk memahami kapasitas maksimumnya, menggabungkan permintaan pasar, dan merumuskan rencana produksi yang wajar untuk memastikan bahwa kebutuhan pelanggan dapat dipenuhi selama periode puncak.

Debugging dariMesin celah bajaterkait langsung dengan efisiensi produksi dan kualitas produk. Sebelum produksi, sangat penting untuk memastikan bahwa berbagai parameter mesin diatur secara wajar.
|
(1) Penyesuaian dan kalibrasi alat |
Alat ini adalah komponen inti dari garis celah kumparan baja. Penyesuaian dan kalibrasi alat secara langsung mempengaruhi keakuratan dan efisiensi pemotongan. Pemilihan Alat: Pilih bahan dan model alat yang sesuai sesuai dengan bahan yang berbeda. Alat berkualitas tinggi dapat meningkatkan efisiensi pemotongan dan memperpanjang masa pakai. Penyesuaian Sudut dan Kesenjangan Alat: Selama proses debugging, sudut pemotongan dan celah alat perlu disesuaikan sesuai dengan karakteristik material. Kesenjangan yang wajar dapat memastikan pemotongan yang lancar dan mengurangi kerusakan pada material. |
|
(2) Kontrol Ketegangan |
Kontrol tegangan adalah kunci untuk memastikan pengoperasian yang stabil dari mesin celah baja. Ketegangan yang tepat dapat menghindari fluktuasi material selama proses pemotongan dan memastikan kualitas pemotongan. Aplikasi Sensor Ketegangan: Memasang Sensor Ketegangan di Garis Slitting Koil Baja dapat memantau tegangan material secara real time untuk memastikan tingkat tegangan konstan selama proses pemotongan. Mekanisme Penyesuaian Ketegangan: Desain mekanisme penyesuaian tegangan yang mudah dioperasikan untuk memastikan bahwa tegangan dapat dengan cepat disesuaikan selama proses produksi untuk beradaptasi dengan berbagai bahan dan persyaratan produksi. |
Pemeliharaan adalah bagian penting lain dari meningkatkan efisiensiGaris celah kumparan baja. Pemeliharaan rutin dapat memastikan operasi normal mesin celah baja dan mencegah downtime karena kegagalan.
(1) Inspeksi dan pemeliharaan secara teratur
Inspeksi dan pemeliharaan secara teratur dari masing -masing komponen mesin celah baja dapat secara efektif memperpanjang masa pakai jalur celah kumparan baja dan meningkatkan efisiensi kerja.
Sistem Pelumasan: Pastikan operasi normal sistem pelumasan, secara teratur mengganti oli pelumas, menjaga bagian mekanis berjalan dengan lancar, dan mengurangi keausan.
Inspeksi Pakaian Alat: Periksa secara teratur keausan alat, dan ganti atau pertajam alat tepat waktu untuk memastikan kualitas pemotongan.
(2) Pencegahan dan Respons Kesalahan
Menetapkan mekanisme pencegahan kesalahan total, menangani masalah potensial secara tepat waktu, dan memastikan kesinambungan produksi.
Sistem Pemantauan Kesalahan: Pasang sistem pemantauan kesalahan untuk memantau status operasi mesin celah baja secara real time, dan mendeteksi dan menangani situasi abnormal secara tepat waktu.
Manajemen Suku Cadang Luang: Menetapkan sistem manajemen suku cadang untuk memastikan suku cadang yang cukup untuk komponen utama sehingga mereka dapat dengan cepat diganti ketika garis celah kumparan baja gagal, mengurangi waktu henti.