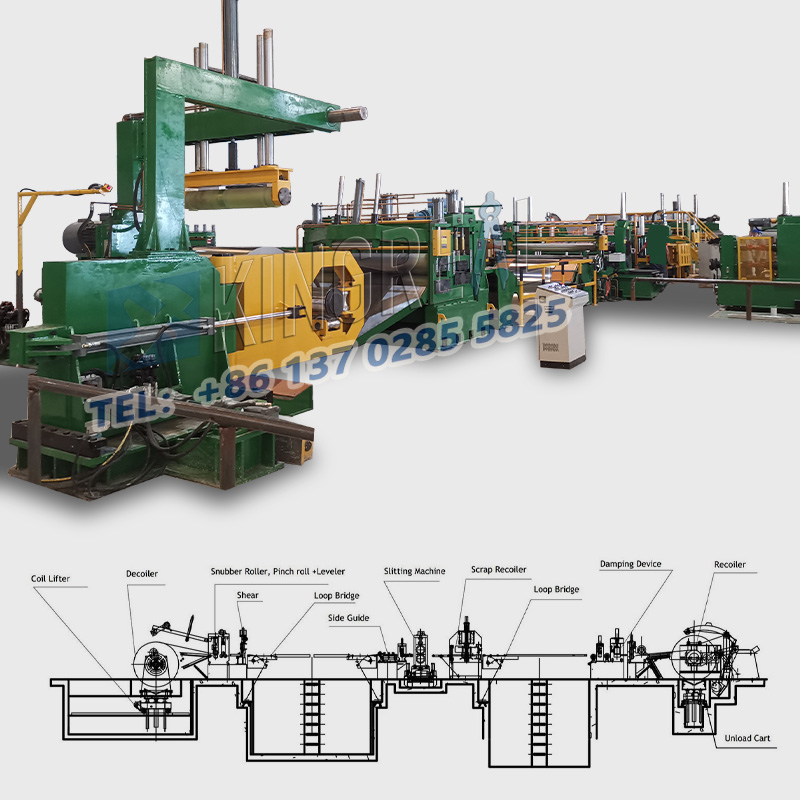
Garis celah kumparan aluminiumadalah peralatan yang sangat diperlukan dan penting dalam industri pemrosesan logam modern, yang banyak digunakan dalam celah kumparan logam. Kinerja mesin celah kumparan aluminium secara langsung mempengaruhi efisiensi produksi dan kualitas produk, sehingga sangat penting untuk memastikan operasi normal dari berbagai komponennya. Artikel ini akan membahas secara rinci metode penyesuaian dari celah rel kumparan kumparan aluminium dan latar belakang teknisnya, dan memberikan wawasan komprehensif dalam kombinasi dengan teknologi manufaktur slitter baja Kingreal.
 |
 |
 |
TDia GuuIde rel dari Slitting kumparan aluminiummesine bertanggung jawab untuk membimbing pergerakan slider dan alat dalam peralatan. Kesenjangan rel kumparan kumparan aluminium yang sesuai tidak hanya dapat memastikan stabilitas operasi peralatan, tetapi juga meningkatkan akurasi pemotongan, mengurangi keausan dan kegagalan. Oleh karena itu, penyesuaian rutin celah kereta api mesin kumparan aluminium adalah tautan utama dalam memelihara peralatan.
|
1.1 Definisi celah rel kumparan aluminium |
Celah rel cleitting cleitting aluminium koil mengacu pada jarak antara slider dan rel pemandu. Celah yang terlalu besar akan menyebabkan operasi peralatan yang tidak stabil, meningkatkan keausan dan mengurangi akurasi pemotongan; Meskipun celah yang terlalu kecil dapat menyebabkan slider macet dan mempengaruhi efisiensi kerja. Oleh karena itu, mempertahankan celah yang tepat sangat penting untuk kinerja garis celah kumparan aluminium. |
|
1.2 Pengaruh kesenjangan rel mesin kumparan aluminium pada produksi |
Akurasi Pemotongan: Terlalu besar celah jalur rel kumparan aluminium akan menyebabkan alat menyimpang selama proses pemotongan, mempengaruhi kualitas pemotongan. Kehidupan Peralatan: Kesenjangan kereta api celah kumparan aluminium yang tidak tepat akan mempercepat keausan slider dan rel panduan, memperpendek masa pakai peralatan. Efisiensi Produksi: Gerakan slider yang buruk akan menyebabkan penurunan efisiensi produksi garis celah kumparan aluminium dan meningkatkan waktu henti. |
ItuGaris celah kumparan aluminiumPenyesuaian celah kereta api terutama dicapai melalui aspek -aspek berikut:
|
2.1 Desain iga penguat di mesin celah kumparan aluminium |
Menambahkan iga penguat di bagian belakang slider dapat secara efektif membubarkan gaya yang diterapkan pada slider, membuat gaya dalam berbagai arah vertikal lebih konsisten. Desain ini dapat mengurangi keausan slider selama gerakan jangka panjang, sehingga memperpanjang masa pakai garis celah kumparan aluminium. |
|
2.2 Aluminium Coil Slitting Machine Rel Rail Adjustment Device |
Untuk mencapai penyesuaian celah rel kumparan aluminium yang tepat, peralatan biasanya dilengkapi dengan perangkat penyesuaian rail gap. Perangkat ini umumnya merupakan angka genap dan diatur antara slider dan bingkai untuk memfasilitasi aplikasi tekanan yang seragam. Desain ini tidak hanya meningkatkan kenyamanan penyesuaian, tetapi juga memastikan bahwa kesenjangan antara slider dan rel panduan tetap dalam kisaran yang ideal. |
|
2.3 Penerapan pegas tegangan dalam mesin celah kumparan aluminium |
Dalam perangkat penyesuaian celah kereta panduan dari garis celah kumparan aluminium, penggunaan pegas tegangan dapat memastikan bahwa slider selalu dalam keadaan yang dikencangkan selama operasi. Pengaturan pegas memiliki ketangguhan tertentu, yang dapat menyerap getaran dan kekuatan dampak, menghindari perubahan celah yang disebabkan oleh pergerakan, dan dengan demikian meningkatkan stabilitas rel pemandu mesin kumparan aluminium. |
Langkah -langkah spesifik untuk menyesuaikan celahMesin celah kumparan aluminiumPanduan Rel adalah sebagai berikut:
|
3.1 Persiapan Power-Off |
Sebelum melakukan operasi penyesuaian apa pun, pastikan garis celah kumparan aluminium ditenagai untuk menghindari kerusakan yang disebabkan oleh startup yang tidak disengaja. |
|
3.2 Membersihkan Rel Panduan Mesin Gadangan Aluminium |
Gunakan alat pembersih untuk menghilangkan kotoran dan puing -puing dari rel pemandu garis celah aluminium dan area sekitarnya untuk memastikan keakuratan pengukuran dan penyesuaian. |
|
3.3 Ukur kesenjangan antara rel mesin kumparan aluminium |
Gunakan alat pengukur mikrometer atau celah untuk secara akurat mengukur celah antara rel garis celah kumparan aluminium dan periksa apakah itu berada dalam kisaran yang disarankan pabrikan. |
|
3.4 Sesuaikan celah antara rel mesin celah kumparan aluminium |
Jika celah antara aluminium coil slitting line rails ditemukan tidak sesuai dengan standar, longgarkan sekrup pemasangan rel dan gerakkan rel dengan lembut untuk menyesuaikan. Pastikan untuk menjaga tekanan bahkan selama proses penyesuaian untuk menghindari keausan lokal yang berlebihan. |
|
3.5 Rel ulang rel mesin kumparan aluminium kumparan |
Setelah penyesuaian, kencangkan kembali sekrup pemasangan rel celah kumparan aluminium untuk memastikan bahwa mereka tegas dan andal. |
|
3.6 periksa ulang dan uji coba mesin celah kumparan aluminium |
Gunakan alat pengukur untuk memeriksa celah antara rel garis celah kumparan aluminium lagi untuk memastikan bahwa ia disesuaikan di tempatnya. Kemudian lakukan uji skala kecil untuk mengamati pengoperasian peralatan dan memastikan bahwa tidak ada kelainan. |
Saat menyesuaikan celahGaris celah kumparan aluminiumRails, perhatian khusus harus diberikan pada poin -poin berikut:
|
4.1 Periksa celah rel mesin celah kumparan aluminium secara teratur |
Status celah rel garis celah kumparan aluminium harus diperiksa secara teratur, terutama setelah operasi jangka panjang. Pemeliharaan rutin dapat secara efektif mencegah kegagalan peralatan. |
|
4.2 Data Penyesuaian Catatan dari Garis Celah Koil Aluminium |
Setelah setiap penyesuaian, catat data penyesuaian mesin cleting aluminium coil yang relevan dan langkah -langkah untuk pemeliharaan dan referensi berikutnya. |
|
4.3 Pilih Alat Kanan untuk Penyesuaian Garis Slitting Aluminium Coil |
Gunakan alat dan peralatan yang tepat untuk penyesuaian untuk memastikan keakuratan pengukuran dan keamanan operasi. |
|
4.4 Ikuti panduan produsen mesin celah kumparan aluminium |
Ikuti dengan ketat ikuti panduan operasi lini celah kumparan aluminium dan pemeliharaan yang disediakan oleh produsen untuk memastikan bahwa proses penyesuaian memenuhi persyaratan desain peralatan. |
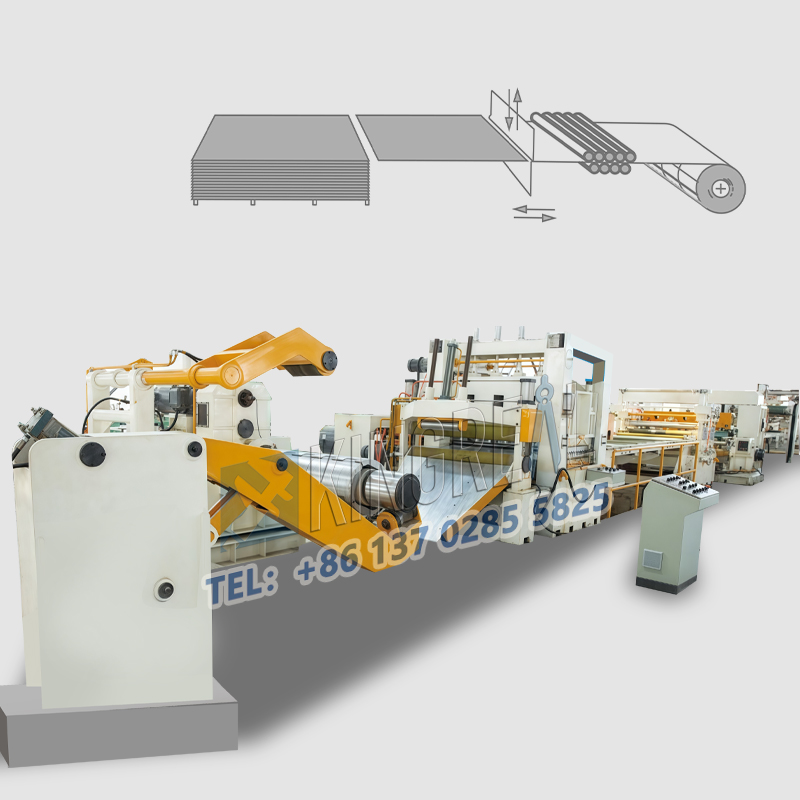
Sebagai produsen terkemuka di bidangGaris celah kumparan aluminium, Kingreal Steel Slitter berkomitmen untuk menyediakan mesin celah kumparan aluminium berkualitas tinggi dan solusi teknis. Kingreal Steel Slitter Aluminium Coil Slitting Line mengadopsi konsep desain canggih dan proses manufaktur untuk memastikan efisiensi dan keandalan peralatan.
|
5.1 Mesin celah kumparan aluminium presisi tinggi |
Kingreal Steel Slitter memberikan perhatian khusus pada setiap detail saat memproduksi jalur celah kumparan aluminium. Semua komponen utama menggunakan teknologi pemrosesan presisi tinggi untuk memastikan akurasi pencocokan antara rel pemandu dan slider dan mengurangi dampak kesenjangan. |
|
5.2 Pemilihan Bahan Lanjutan untuk Mesin Celah Koil Aluminium |
Kingreal Steel Slitter menggunakan bahan-bahan tahan tinggi dan tahan-atas untuk membuat rel pemandu dan slider garis celah kumparan aluminium, yang meningkatkan daya tahan peralatan dan mengurangi biaya perawatan dalam operasi jangka panjang. |
|
5.3 Sistem Penyesuaian Mesin Koil Aluminium yang Dikembangkan Sendiri |
Kingreal Steel Slitter Aluminium Coil Slitting Line dilengkapi dengan sistem penyesuaian celah panduan panduan yang dikembangkan sendiri. Melalui desain yang tepat dan operasi yang efisien, pengguna dapat dengan mudah menyesuaikan celah untuk memastikan bahwa peralatan selalu dalam kondisi kerja terbaik. |
|
5.4 Layanan lengkap setelah penjualan untuk mesin celah kumparan aluminium |
Kingreal Steel Slitter menyediakan layanan purna jual yang komprehensif untuk jalur celah kumparan aluminium, termasuk dukungan teknis, pemeliharaan rutin dan penggantian suku cadang, untuk memastikan bahwa pelanggan tidak memiliki kekhawatiran saat menggunakan peralatan. |
|
|
 |
 |