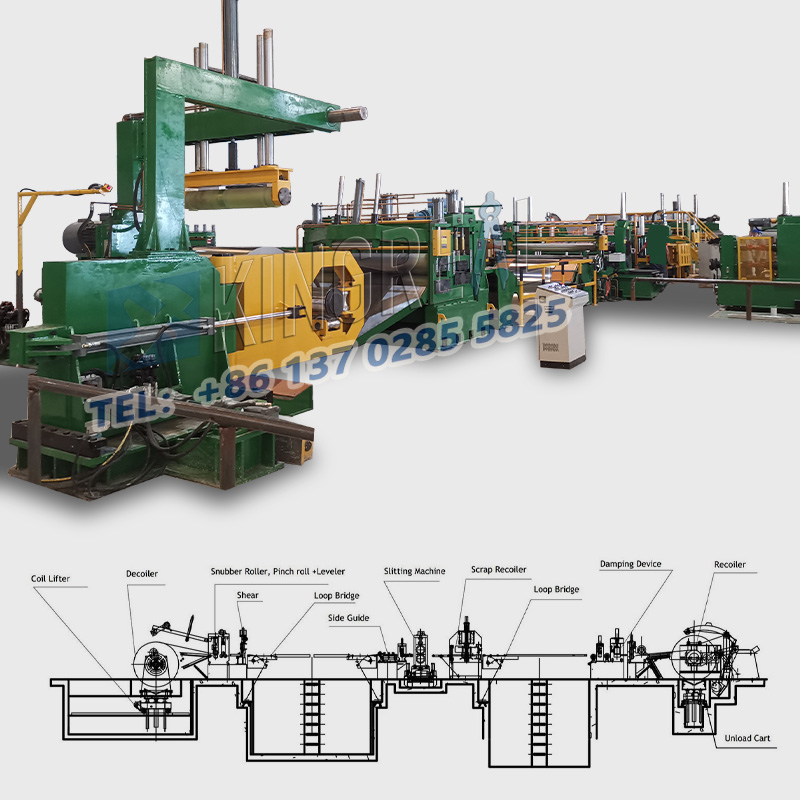
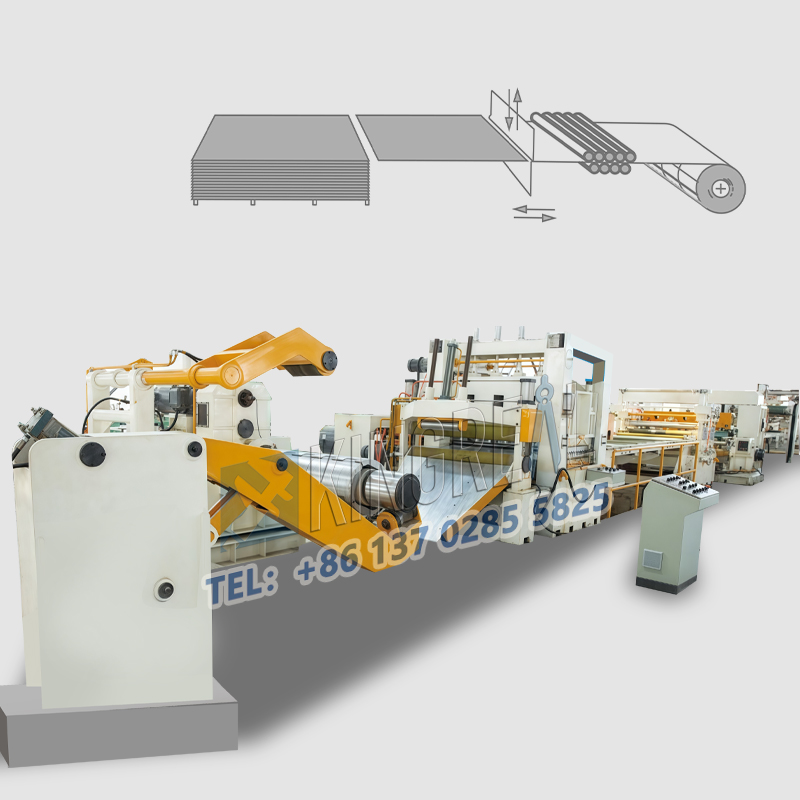
Potong baja tahan karat ke garis panjangbanyak digunakan dalam industri pengerjaan logam untuk geser presisi dari berbagai gulungan logam, termasuk baja, baja tahan karat, aluminium, besi, cold-rolled, hot-rolled, dan PPGI.
Terlepas dari kinerja mereka yang sangat baik dalam produksi, mesin stainless steel ke mesin panjang masih dapat mengalami pemotongan deviasi selama operasi.
Artikel ini akan mempelajari pemecahan masalah pemotongan deviasi dalam potongan baja tahan karat ke garis panjang dari tiga perspektif: struktur mekanis, program kontrol dan parameter, dan kompatibilitas material dan proses.

(1) Pakaian komponen drive
Di dalampotong baja tahan karat ke mesin panjang, keausan komponen drive adalah penyebab umum dari pemotongan penyimpangan.
Roda gigi, sprocket, dan komponen penggerak lainnya yang telah beroperasi untuk waktu yang lama bisa aus, mengakibatkan pengurangan akurasi pemberian makan dan, akibatnya, berdampak pada dimensi pemotongan.
Gejala Kegagalan Garis Panjang Stainless Steel: Misalnya, di pabrik bagian otomotif, roda gigi penggerak dari mesin stainless steel ke mesin panjang mengalami 30% keausan. Saat terus -menerus memotong pelat baja tebal 5mm, fluktuasi dimensi mencapai 0,3mm, melebihi kisaran ± 0,2mm yang dapat diterima.
Solusi: Untuk mengatasi masalah ini, pemeriksaan komponen drive secara teratur direkomendasikan. Jika pakaian gigi gigi melebihi 15% atau perpanjangan rantai melebihi 2%, mereka harus segera diganti.
Secara bersamaan, rasio transmisi harus dikalibrasi untuk mengembalikan akurasi transmisi mekanis. Ukuran ini dapat secara signifikan meningkatkan stabilitas pemotongan dan akurasi.
(2) Izin kereta panduan pemegang alat
Peningkatan izin antara pemegang alat dan rel panduan juga merupakan faktor signifikan yang berkontribusi terhadap pemotongan penyimpangan. Seiring waktu, panduan alat pemegang alat dipakai karena gerakan bolak -balik yang berkepanjangan, dan izin ini dapat meningkat, mempengaruhi stabilitas pemegang alat.
Gejala Kegagalan Garis Panjang Stainless Steel: Dalam keadaan normal, izin antara pemegang alat dan rel panduan harus kurang dari 0,05mm. Clearance yang berlebihan dapat menyebabkan pemegang alat goyah selama pemotongan, menghasilkan fluktuasi dalam ukuran lembar potong.
Solusi: Gunakan pengukur feeler untuk memeriksa izin. Jika melebihi nilai standar, sesuaikan insert rail panduan atau ganti slider rel panduan yang rusak. Pabrik perangkat keras mengurangi penyimpangan pemotongan dari 0,25mm menjadi 0,08mm setelah penyesuaian ini, menunjukkan efektivitas penyesuaian ini.
(1) Kesalahan logika program
Di dalammesin baja tahan karat ke mesin panjangOperasi, kesalahan logika program PLC juga merupakan penyebab umum dari pemotongan penyimpangan. Waktu yang tidak teratur dari instruksi pakan dan pemotongan dalam program dapat memicu pemotongan sebelum bahan sepenuhnya diberi makan, menghasilkan undercutting.
Manifestasi kegagalan garis baja stainless hingga panjang: misalnya, dalam beberapa kasus, pemotongan dimulai sebelum bahan sepenuhnya diberi makan, yang secara langsung mempengaruhi akurasi pemotongan.
Solusi: Disarankan untuk menggunakan diagnostik program untuk memantau status titik I/O dan mengatur ulang logika "umpan-deteksi". Selain itu, tambahkan instruksi verifikasi penundaan untuk memastikan keakuratan urutan tindakan. Optimalisasi ini akan secara signifikan meningkatkan stabilitas pengoperasian mesin potongan baja stainless ke mesin panjang.
(2) Pengaturan parameter yang tidak akurat
Pengaturan parameter yang tidak akurat juga merupakan faktor signifikan yang mempengaruhi akurasi pemotongan potongan baja stainless ke garis panjang. Parameter panjang umpan yang salah atau kecepatan pemotongan dan umpan yang tidak cocok dapat menyebabkan penyimpangan kumulatif.
Gejala Potongan Stainless Steel ke Panjang Kegagalan Mesin: Misalnya, jika panjang umpan diatur ke 100mm tetapi panjang umpan yang sebenarnya adalah 99,5mm, operasi jangka panjang akan menghasilkan deviasi dimensi yang signifikan.
Solusi: Minalibrasi ulang jumlah pulsa pakan (jumlah pulsa per milimeter) dan sesuaikan kecepatan pemotongan berdasarkan ketebalan dan bahan pelat. Untuk piring tebal, disarankan untuk mengatur kecepatan pemotongan hingga tidak lebih dari 30 kali/menit, sedangkan untuk pelat tipis, dapat mencapai 60 kali/menit.
Setelah mengoreksi parameter, pabrik pengolahan stainless steel mencapai penyimpangan kumulatif kurang dari 0,1mm untuk pelat sepanjang 10 meter, menunjukkan pentingnya koreksi parameter.
(1) tekanan pelat yang tidak rata
Saat memotong pelat stainless steel, tegangan yang tidak rata dapat menyebabkan springback setelah pemotongan, mempengaruhi stabilitas dimensi akhir.
Gejala Kegagalan Garis Panjang Stainless Steel: Misalnya, laju Springback dari pelat gulung dingin dapat setinggi 1-2%, yang dapat menyebabkan penyusutan dimensi setelah pemotongan.
Solusi: Disarankan untuk melakukan pelepasan stres pada lembaran logam, seperti leveling atau penuaan, atau untuk mengkompensasi Springback dalam program (menetapkan nilai kompensasi 0,1-0,3mm tergantung pada material). Setelah kompensasi, pabrik lembaran yang digulung dingin mencapai penyimpangan dimensi pemotongan ≤0.1mm, memastikan akurasi pemotongan.
(2) Fluktuasi ketegangan pakan
Stabilitas tegangan pakan secara langsung memengaruhi akurasi pemotongan. Jika ketegangan rol umpan tidak stabil, lembaran logam dapat tergelincir atau kerutan selama pemberian makan, menghasilkan dimensi pemotongan yang tidak terkontrol.
Gejala Kegagalan garis baja stainless hingga kegagalan: Kegagalan kontrol tegangan dapat menyebabkan pemberian makan yang tidak merata, yang pada gilirannya mempengaruhi kualitas pemotongan.
Solusi: Disarankan untuk memeriksa sistem kontrol tegangan. Tensioner pneumatik membutuhkan penggantian segel, sedangkan tensioner hidrolik membutuhkan kalibrasi sensor tekanan. Setelah penyesuaian, pabrik strip baja mengurangi fluktuasi tegangan dari ± 5% menjadi ± 1%, secara efektif meningkatkan akurasi pemotongan.
 |
 |
 |
Dalam operasipotong baja tahan karat ke mesin panjang, Memotong penyimpangan sering disebabkan oleh kombinasi faktor. Investigasi komprehensif yang berfokus pada struktur mekanis, program kontrol dan parameter, dan kompatibilitas material dan proses dapat secara efektif mengidentifikasi masalah dan mengimplementasikan perbaikan yang ditargetkan.
Dengan memelihara komponen transmisi secara teratur, mengoptimalkan logika program, secara tepat menyesuaikan parameter, dan beradaptasi dengan karakteristik material, produsen dapat meminimalkan penyimpangan pemotongan dan memenuhi persyaratan presisi pemotongan yang ketat dari industri seperti suku cadang otomotif dan perangkat keras.
Hanya dengan terus meningkatkan setiap aspek dari garis baja stainless ke garis panjang, seseorang dapat tetap menang di pasar yang sangat kompetitif.
Kami berharap bahwa analisis dan saran dalam artikel ini akan memberikan strategi dan solusi pemecahan masalah yang efektif untuk industri terkait.