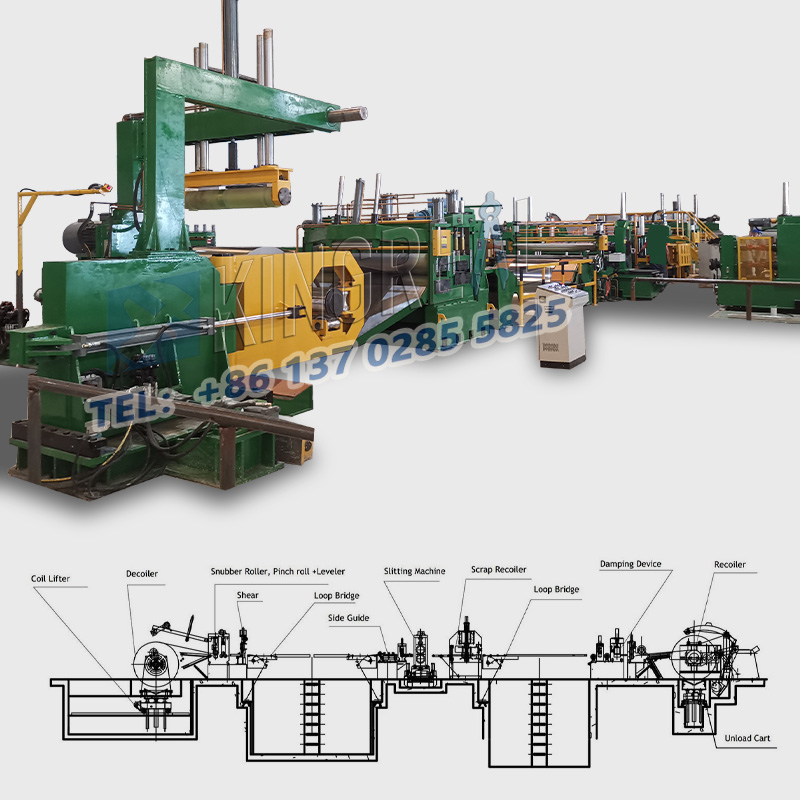
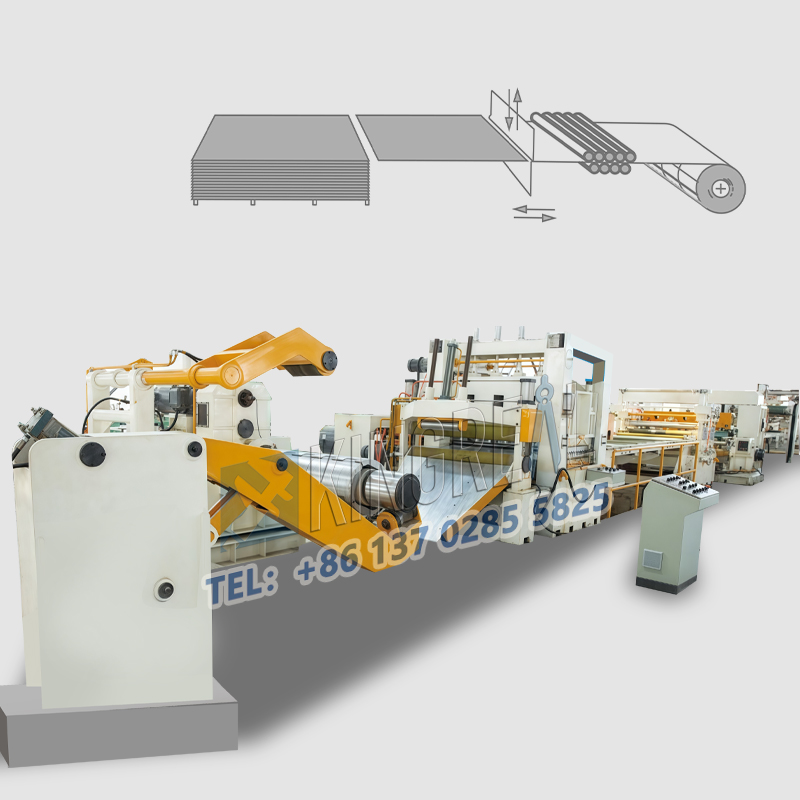
Mesin menggorok kumparan geser memanjangterutama digunakan dalam penggunaan lembaran baja silikon, kumparan aluminium, kumparan galvanis, baja tahan karat, baja karbon polos dan kumparan serta potongan bahan lembaran lainnya di sepanjang penggorengan menjadi beberapa strip kecil. Mesin menggorok logam geser memanjang sampai batas tertentu juga dikenal sebagai geser memanjang, mesin menggorok, geser bergulir, geser cakram, mesin menggorok.

Deskripsi fungsi: Mesin penggorok dan penggorok baja digunakan untuk menggorok lembaran baja silikon, kumparan aluminium, kumparan galvanis, baja tahan karat, baja karbon polos dan lembaran kumparan lainnya menjadi beberapa strip kecil sepanjang arah panjangnya. Mesin penggorok geser memanjang terdiri dari poros pisau atas dan bawah serta struktur pengangkat yang tetap dan tersinkronisasi. Plakat dicetak, perawatan penuaan, pemesinan presisi mesin bor. Poros pemotong atas dan bawah diproses secara halus melalui banyak proses, seperti pembubutan, pemrosesan frekuensi tinggi, penggilingan, pelapisan krom, dan kemudian penggilingan.
Lalu apa saja faktor yang mempengaruhi ukuran slitting selama pengoperasian mesin slitting?
1. Dalam proses pengoperasian peralatan mesin slitting, jika terjadi permasalahan osilasi melintang alat, maka akan mengakibatkan timbulnya dimensi yang kurang baik, seperti osilasi transversal alat dan diameter luar alat. ukurannya berbeda dan buruk. Karena nilai osilasi transversal alat tidak boleh nol. Penyebabnya adalah kesalahan keakuratan ketebalan pahat, diameter dalam, lebar selongsong penjarak, dll., dan lengkungan yang diakibatkan oleh tegangan lateral selama geser pelat tebal.
2. Selama produksi peralatan mesin penggorok baja, terdapat masalah lengkungan melintang pada pelat baja, yang mengakibatkan dimensi lebar yang buruk. Hal ini disebabkan karena pengukuran potongan produk dalam keadaan lengkungan melintang lebih besar dari nilai setting pemotong.
3. Karena operasi produksi peralatan mesin penggorok, ada kesalahan pencocokan tertentu pada set spacer dan pisau. Kesalahan kumulatif menjadi lebih besar ketika jumlah potongan lebih besar saat pisau dicocokkan. Hal ini disebabkan buruknya pengaturan toleransi atas. Penting untuk diketahui bahwa lebar produk yang dipotong dengan mesin penggorok selalu sedikit lebih rendah dari dimensi sisi produk pisau.
Oleh karena itu, besarnya perbedaan tersebut perlu diantisipasi terlebih dahulu. Hal ini dimaksudkan ketika menentukan dimensi sisi produk spacer waktu pisau. Metode geser yang digunakan juga diperhitungkan. Sebagai perbandingan, jika peralatan mesin slitting menggunakan gaya geser tarik lurus, maka tegangan kumparan baja akan meningkat, lengkungan melintang akan hilang, dan perbedaan ukurannya juga akan berkurang.