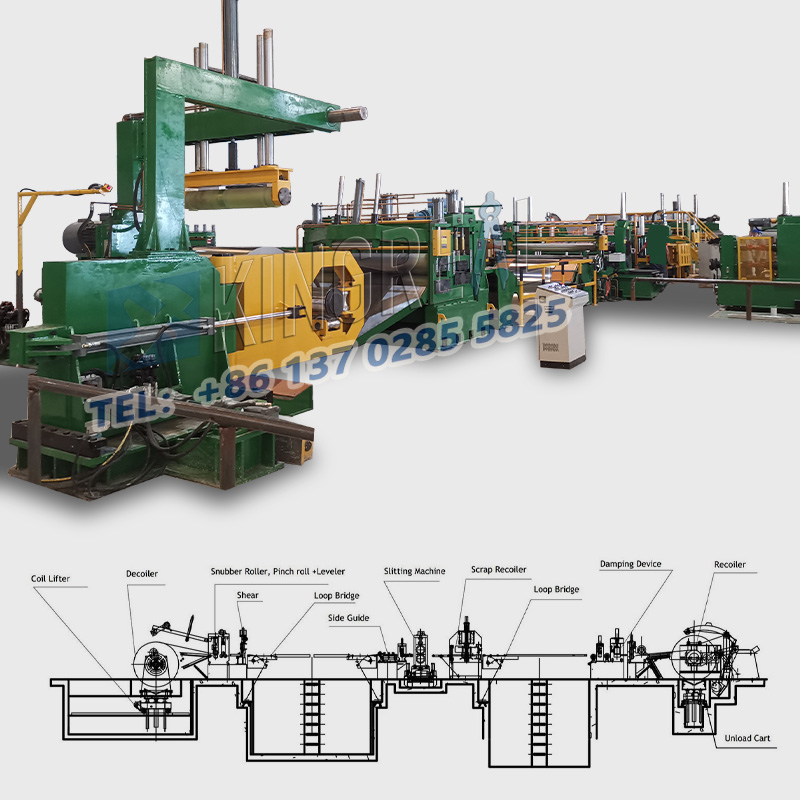
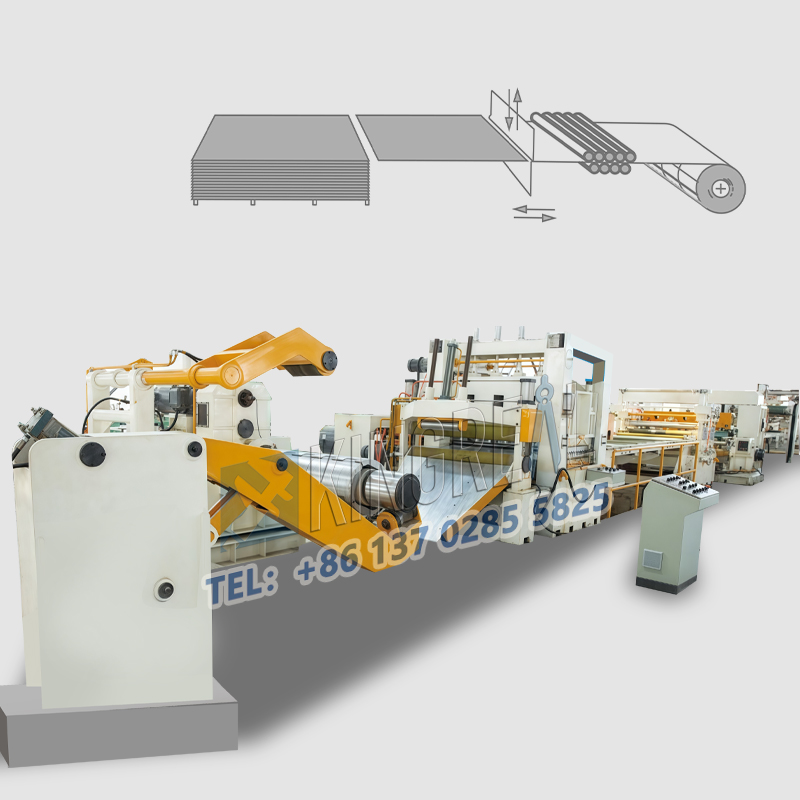
A Terbang garis cut-to-lengthadalah sistem pemrosesan kontinu yang terdiri dari unit pelepasan, sistem pelurusan, dan mekanisme geser yang disinkronkan. Kingreal Steel Slitter menggunakan desain sistem roller modular, dengan rol pelurus yang dilengkapi dengan mekanisme penyempurnaan hidrolik independen. Mekanisme geser terbang mengintegrasikan sistem sinkronisasi batang penghubung engkol, memastikan pencocokan waktu nyata dari kecepatan blade dengan kecepatan strip. Unit penumpukan menggunakan hisap vakum dan berkolaborasi dengan lengan robot, memastikan akurasi penumpukan lembar industri. Sistem kontrol menggabungkan algoritma koordinasi gerak multi-sumbu untuk menghilangkan deformasi tarik material yang disebabkan oleh perubahan kecepatan mendadak.
Energi getaran selama pembalikan kecepatan tinggi diTerbang garis cut-to-lengthdiserap oleh redaman hidrolik. Kesenjangan pahat yang dikompensasi suhu mempertahankan celah geser konstan dalam kondisi ekspansi termal. Bahan blade diperlakukan dengan lapisan gabungan, menciptakan gradien hardness mikro yang meningkatkan resistensi pemotongan abrasif. Peralatan Kingreal Steel Slitter telah mengalami pengujian reologi material, memastikan ketetapan yang konsisten untuk strip dengan kekuatan luluh yang bervariasi.

| Jenis mesin | Potong mesin panjang |
| Ketebalan kumparan maks | 25mm |
| Max Coil Widths | 3600mm |
| Max Coil Bobot | 20ton |
| Panjang pemotongan kumparan utama | 25mm |
| Jenis geser | Terbang Shearing |
| Kecepatan geser | 60m/mnt |
| Potong toleransi | ± 0,01mm |
Sebelum memulaiTerbang garis cut-to-length, putar secara manual sistem roller pelurusan untuk memeriksa penyumbatan. Lepaskan penumpukan skala dari celah roller dan gunakan scraper non-logam untuk melindungi pelapisan krom. Isi ulang rel pemandu geser dengan minyak khusus setiap shift, mengendalikan jumlah minyak ke jumlah minimal yang merembes keluar dari lubang overflow. Bersihkan bantalan gabungan robot penumpukan triwulanan dan ganti dengan pelumas yang tahan suhu tinggi.
Periksa runout radial bulananTerbang garis cut-to-lengthRakitan roller yang meluruskan dan ganti bantalan rol yang meruncing jika tidak toleransi. Lakukan penyeimbangan dinamis setelah mengasah bilah geser, memastikan momen perbedaan inersia berada dalam kisaran yang aman. Ganti filter sistem hidrolik setiap enam bulan, dan uji elemen filter baru untuk kontaminasi partikel. Bersihkan saluran pendingin kabinet listrik triwulanan, dan periksa isolasi kabel untuk tanda -tanda penuaan.
Bersihkan cermin sensor fotoelektrik untuk kontaminasi dan mengkalibrasi titik nol referensi. Periksa tekanan vakum generator vakum dan ganti unit segel jika ada kebocoran. Uji pengulangan robot dan sesuaikan parameter anti-backlash motor servo jika pembersihan gigi melebihi toleransi.